
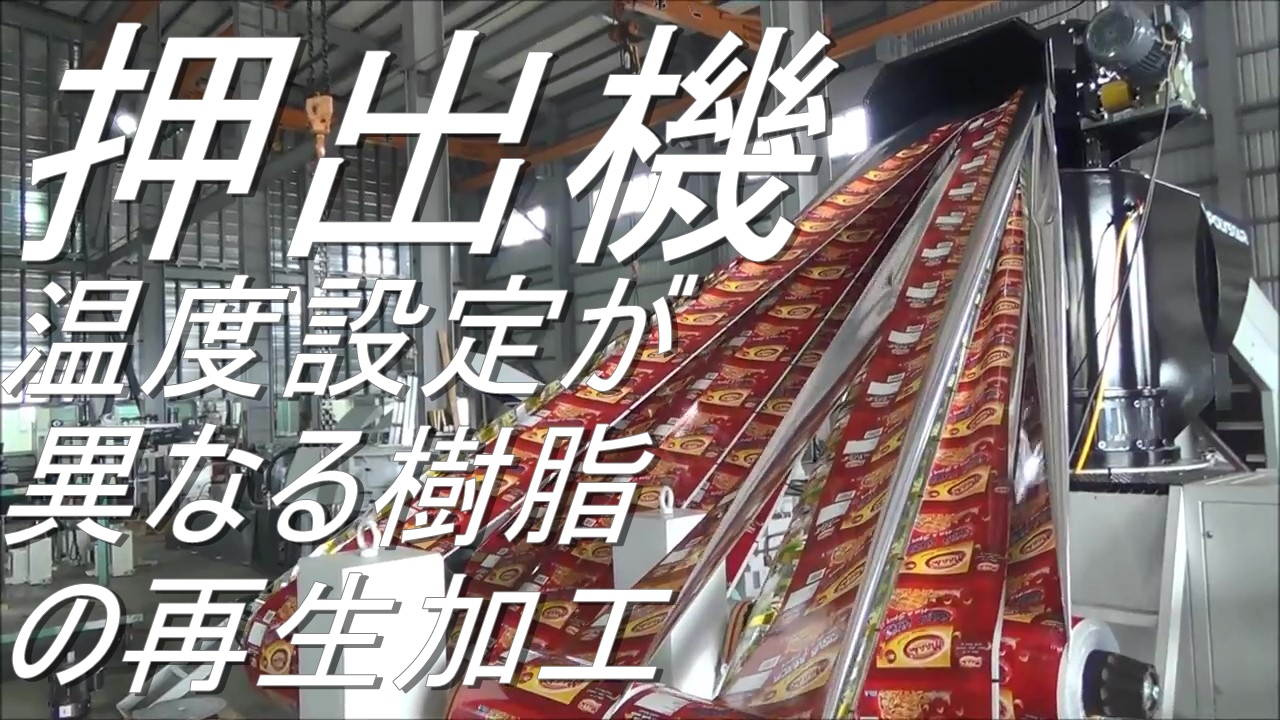
 ※温度設定が異なる樹脂の複層フィルムの加工の動画はページ下部にございます
※温度設定が異なる樹脂の複層フィルムの加工の動画はページ下部にございます
目次
1.押出機の温度設定について効力する要素
2.樹脂の溶融条件
3.複合フィルムの再生加工時の押出機の温度条件
1.押出機 温度設定について考慮する要素
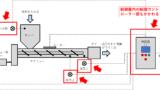
押出機の温度の設定値は、樹脂の加工生産においては重要な要素となります。 製造したペレット(樹脂)の生産量(吐出量)、性質や特徴に大きな影響を与えますし、間違った設定はトラブルの原因にもなります。 設定温度が与える影響は大きく分けて以下です。
|
.png) |
 |
 |
粘度
供給された材料の樹脂を溶融(可塑化)して適正な粘度にして混練して加工します。粘度が高すぎても低すぎても、上手くいきません。
品質
特に樹脂温度が高すぎると、樹脂が熱分解をして強度が低下してしまうことがあります。色に関しては黄変(ヤケ)などを起こしたり、品質に影響します。
吐出量(生産量)
生産量については、スクリューのデザインやダイの形状、樹脂の性能など、複数の要素が絡み合いますが、温度設定も重要な要素のひとつです。 同じスクラップや樹脂でも押出機により温度設定は異なりますし、気温や樹脂の状態を見ながら微妙に調整をしていく必要があります。 

2.樹脂の溶融条件
|
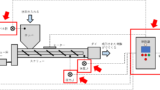
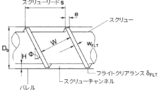
押出機シリンダーの温度設定
樹脂や機械、スクリューデザインにより、異なります。乱暴に一般化すると、考え方はふたつです。
- ホッパー側からダイスに向けて徐々にゾーン毎に温度を高くする
- 計量部の真ん中程度で最高温度にする
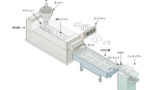
機械的には、スクリューを回すモーターへの過度な負荷がかからないようにし、トルクの異常な上昇を防ぐ必要があります。 汎用樹脂の場合はそれほどではないですが、温度コントロールの精度が必要な種類の樹脂もあります。そのときは、シリンダーの冷却を水冷方式などにする必要があるかもしれません。 また、ホッパー直下のシリンダーは逆に低温にしたほうがスクリューが材料をよく食べていくこともあります。押出機の中には、ホッパー直下のシリンダー部に水を循環させて水冷している場合もあります。
参考記事: サージングの原因と対策についての記事はこちら
ベントアップの原因と対策についての記事はこちら
混入異物を無人かつ自動的に連続除去するレーザーフィルターはこちら
|
 |
 |
設定温度が低すぎる場合
樹脂が溶融しないで、先端のダイまで到達してしまう場合があります。スクリーンフィルターがある場合はここで詰まってしまい、ベントアップとなる場合もあります。
温度設定が高すぎる場合
樹脂が分解して劣化する可能性があります。上がりすぎた温度は、シリンダーを空冷ブロアにより冷却します。(水冷や油を使用する場合もあります) また、樹脂によっては樹脂が解けすぎてシャバシャバな状態(粘度が低い状態)になってしまい、ペレタイズでトラブルになるケースもあります。
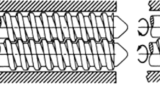
スクリューの回転数
スクリューの回転数を上げることで樹脂のせん断によりせん断熱が発生し、ヒーター以外の要因で樹脂温度が上昇する可能性があります。 二軸押出機などは樹脂の練りもよいため、せん断熱が発生しやすく、熱をコントロールしやすくするために水冷式を採用している機種も多いです。
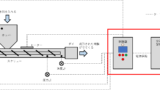
複合フィルムの再生加工時の押出機の温度設定
動画は、PEとPETの複合樹脂の再生加工です。 PEよりも溶融温度が高いPETの溶融温度に合わせて設定しています。





































コメント