
サージングとは
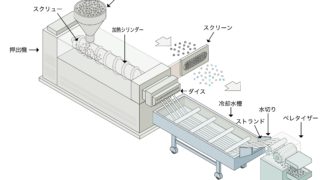
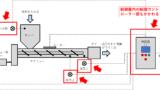
サージングが起こる原因について説明をしてみたいと思います。 サージングというのは、押出機のダイスの穴から、樹脂が出てくるわけです。ここから出てくる樹脂の量が多くなったり少なくなったりする現象のことをサージングと言います。 ※ページ下に動画あり
サージングが起こる原因
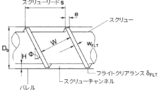
ストランドタイプの場合は、ここから出てくるスパゲッティ(ストランド)が、太くなったり細くなったりするということになります。
この現象がどうして起きるかというと、実はこのシリンダーの中の圧力が高くなったり低くなったりすることが原因になります。
この圧力差がサージングの原因というわけなのです。 なぜこの圧力が高くなったり低くなったりするのか、そこに原因があります。
材料を平均的に投入していない
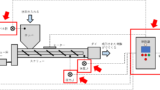
一つ考えられるのは、材料の投入が多かったり少なかったりする時にサージングが起こるわけです。 単純に、投入する材料の多い少ないでシリンダー内部に圧力差が生じることになります。
機械にしろ、人手で投入するにしろ、回転している押出機のスクリューに均等に材料を食い込ませることが大事です。均等に入れないと、均等に出てこないのです。
スクラップが濡れている
もう1つの原因として多いのは、材料が濡れていたり、水分が入っていたりするとサージングが非常に起きやすくなります。
考えてみていただきたいのですが、水分がこのスクリューの中に入ってしまったとします。すると水はこの中スクリューの中に入ってしまいますと、この中で100度以上になった時に気化し、その体積は1700倍になります。
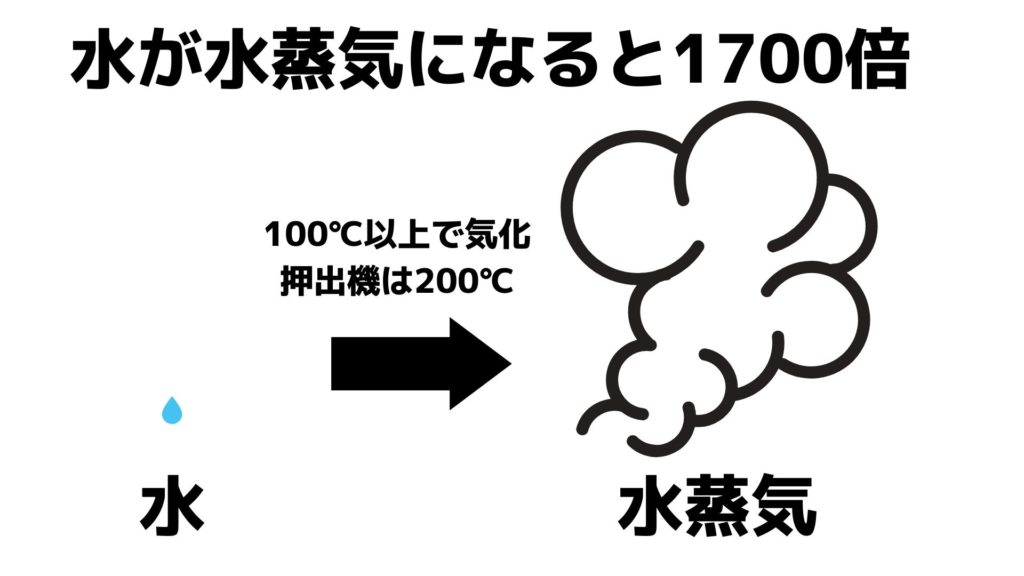
シリンダーの狭い空間の中で、水が気化して体積が大きくなります。その水蒸気によって圧力が高い所と低い所が出てくるわけです。
すると、シリンダーの末端のダイス付近でも圧力が安定せずに、サージングが起こることになります。
参考記事:
スクラップの印刷インクが多い
水分だけでなく、樹脂に印刷された印刷インクなどはガスを多く発生することはリサイクル業界ではよく知られています。
水が水蒸気になるように、インクの気化成分がシリンダーの内部で膨張します。
このため、シリンダー内部に圧力差が生まれて、ペレットの発泡やサージングの原因となります。
異なる樹脂の流れ(MI)が異なる
異なる材料を混ぜていても、ブレンドが均質でないときなども、樹脂の流れ(MIまたはMFRといいます)が高い材料と低い材料がシリンダーの中で圧力差を作ってしまう場合があります。
樹脂の流れが高い材料は水のようにスーッと流れるし、流れが低い材料だとドロドロしているのでなかなか流れなかったりします。 ここにシリンダーの内部に圧力の差が生まれてくるわけです。
この差が生まれてきますと、シリンダーの中を通って材料が先端に来たときに太くなったり細くなったりするわけです。 これがサージングの原因になるということになります。
異物が多すぎる
プラスチックリサイクルの現場では異物の多いスクラップを扱うケースもあります。その中で、異物が多いスクラップの場合、スクリーンメッシュがしょっちゅう詰まることになります。
その詰まる前(スクリーンメッシュを交換した直後)と、どんどんメッシュが詰まっていく過程で、シリンダー内の圧力が変動してしまいます。
異物のメッシュ詰まりを原因としてもサージングは発生します。
参考記事:産廃系プラスチックをペレットの発泡を抑えてペレタイズした事例紹介の記事
ペレット発泡の原因となる物質が混入したとき
上記の水やインクは代表的な発泡の原因となるものですが、他にもシリンダー内でガスを発生させる物質はあります。
例えばPVCなどは100℃以上でガス化しますが、通常の樹脂の加工温度は200℃前後です。するとこのPVCも気化します。
上述のスクリーンメッシュに溜まった異物がスクリーン表面で高温のため炭化すると、やはりガスが発生します。
こういったガスはサージングの原因となり得るのです。
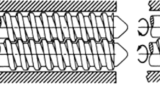
スクリューの摩耗
長年の使用、または摩耗を促進する材料(炭カルやグラスファイバー)を加工することでスクリューは減っていきます。
この摩耗したスクリューは均一な圧力で樹脂を押し出すことができなくなります。そこに圧力の不均一が発生し、サージングとなります。
ということで、このサージングに対して対策をしていかないと安定した粒径のペレットができないということになるわけです。



WIPAプラスチック洗浄ラインが他社とは違う8つの理由

カオスマップのダウンロードメールを送付いたしました
繊維 破砕機・粉砕機

POLYSTAR押出機マニュアルダウンロード
非公開動画の視聴申込ありがとうございました
WIPA 洗浄ライン非公開動画視聴申込
FIMIC 非公開動画申し込み

真空ポンプ用の油水分離装置で廃液処理費用を削減
POLYSTAR 非公開動画申し込み
まぐまぐ読者様向け非公開動画申し込み

まぐまぐメルマガから非公開動画視聴申込を承りました

定量供給機 プラスチックリサイクルの省人化と安定生産
見学会へのお申し込みありがとうございました

監査役紹介 公認会計士 笠倉健司

PEシュリンクフィルムをリサイクルするには?

二段式押出機Repro-Flex Plusはポストコンシューマープラスチックリサイクルに最適!

BOPPフィルム(二軸延伸ポリプロピレンフィルム)をリサイクルするには?

単層ツインダイヘッドタイプで効率的な製袋を!

プラスチックのリサイクル事業を始めるには?適切なリサイクル機械を選択するための完全ガイド

POLYSTAR押出機 + サードパーティ製フィルター はポストコンシュマーリサイクルのベストなソリューション

高品質のLDPEシュリンクフィルムを作るために大切なこと

PPヤーンと織物生産からのリサイクル プラスチック ペレット – 再利用のヒント
カッターコンパクターと粉砕機の違いとは?

ポストインダストリアル プラスチック リサイクルとポストコンシューマ プラスチック リサイクルの違いとは?

OPPフィルムとは何ですか? リサイクルできますか?

PET樹脂とは? PET樹脂リサイクル機選定ガイド

プラスチックのリサイクルに最適なペレタイザーはどれですか?

空冷式押出機が水冷式押出機より優れている2つの点とは?

単層インフレーションフィルム成形機に自由落下式供給装置を使用する3つの利点

自社リサイクルの3つのメリット

リサイクルペレットを使ってポリ袋を作る際に考慮すべき3つの要素

インフレーションフィルム成形機「単層小型タイプ」の3つの強み

工場内の廃プラスチックを自社でリサイクルする3つのメリット

効率的にプラスチックリサイクルを行うための5つのポイント

農業用フィルムのリサイクル
フレコンのリサイクルにはRepro-Oneがおすすめ!

2層AB共押出タイプと3層ABA共押出タイプの違い
一段式と二段式の押出機はどちらが良いのか?

脱水乾燥機はポストコンシューマープラスチックフィルムのリサイクルをどう改善するか
印刷インクの多いフィルム(PE、PP、BOPP)を再処理するには?

発泡樹脂(EPE、EPP、EPS)のペレタイズ加工(発泡スチロールほか)

ポストコンシューマープラスチックを効率よくリサイクルする方法とは

優れた品質のラミネート用のプラスチックフィルムを作るには

リサイクル – 需要の高い大型押出機

CPPフィルムのリサイクルについて

インフレーションフィルム成形機「単層ツインダイヘッドタイプ」

ポストコンシューマ・ポストインダストリアルプラスチックのリサイクルに対応するには
標準的なインフレーションフィルム成形機Star-Xの特徴
インフレーションフィルム成形機 POLYSTAR

単層高吐出タイプ HDPE LDPE LLDPE 1500mm | POLYSTARインフレーションフィルム成形機

単層ツインダイヘッドタイプ HDPE LDPE 650mm | POLYSTARインフレーションフィルム成形機

3層ABA共押出タイプ | POLYSTARインフレーションフィルム成形機

POLYSTAR技術ブログ

賛同プロジェクト

PP(ポリプロピレン) | POLYSTARインフレーションフィルム成形機

単層4ダイヘッドタイプ HDPE LDPE | POLYSTARインフレーションフィルム成形機

2層AB共押出タイプ | POLYSTARインフレーションフィルム成形機

ロール巻きポリ袋製造機 | POLYSTAR製袋機

平折りゴミ袋製造機 | POLYSTAR製袋機

補助金申請サポート

製袋機

クリーニング袋製造機 | POLYSTAR製袋機
厚手ポリ袋製造機 | POLYSTAR製袋機

ボトムシール袋製造機 | POLYSTAR製袋機
お問合せありがとうございました #2
お問合せありがとうございました
新付加価値創造実践会へのお問い合わせを受け付けました
お問合せありがとうございました

お問い合わせありがとうございました

単層小型タイプ HDPE LDPE 800mm | POLYSTARインフレーションフィルム成形機

台湾でNO1の機械製造メーカーPOLYSTARとは

POLYSTARカタログ申込み
3層ABCタイプ | POLYSTARインフレーションフィルム成形機

インフレーション成形機へのお問い合わせ

会社概要

WiPa 遠心分離式脱水機タイプMD
お問い合わせありがとうございました

Sitemap

WiPa フリクションウォッシャー(摩擦洗浄機) タイプFW
[株式会社 ファー・イースト・ネットワークにお問い合わせありがとうございました] #2

WiPa プレウォッシュ(湿式比重選別機) タイプ EWS / DEWS / WSST

WiPa サイロ タイプS
[株式会社 ファー・イースト・ネットワークにお問い合わせありがとうございました]
WiPa プラスチック減容機 タイプPC
WiPa 圧縮減容機 タイプWPA
[株式会社 ファー・イースト・ネットワーク お問合せフォーム]

エコ社長ブログ

プラスチックリサイクルサービス一覧
環境機器販売情報
プラスチックリサイクルサービス

SDGs 企業の取り組み事例 対策3つ【作る責任使う責任】
プラスチックリサイクルの相談やマーケティング、調査にご利用ください
引張試験・曲げ弾性率ほか 物性測定・物性試験サービス

委託加工 プラスチック及び粉砕品を再生ペレットにしてお返しします
リサイクル樹脂製品販売

プラ敷板 高耐荷重 |凸凹地面を平らに!

環境に優しいゴミ袋 販売中 再生樹脂ペレットを100%使用
押出機関連機器
押出機関連機器

プラスチックパレット販売【衝撃価格】再生材100%使用
ストレッチフィルム販売 回収サービス付 廃棄物コスト削減

再生樹脂ペレット販売

再生樹脂の用途をお知らせください ⇒ 最適の材料をご提案します
洗浄粉砕 委託加工で汚れ除去し付加価値アップ【ペットボトルなど】
マスターバッチ カーボン40% 【格安の180円/kg】

再生樹脂ペレット販売 再生プラスチック原料の価格問合せ
再生ペレット販売(樹脂別)

再生LDPE NT ペレット【再生樹脂ペレット】

LLDPE NT再生ペレットYM【再生樹脂ペレット販売】
-320x180.jpg)
LDPE再生ペレット【再生樹脂ペレット販売】

再生LLDPE NT ペレット(ストレッチ再生)
 pellet-320x180.jpg)
PE/PA 再生ペレット【再生樹脂ペレット販売】

HDPE雑色再生ペレットYM【再生樹脂ペレット販売】
HDPE白再生ペレット【再生樹脂ペレット販売】

再生樹脂ペレット 再生HDPE 黒 パイプ用
HIPS白再生ペレット【再生樹脂ペレット販売】

PP/PE PE60%前後PAおよびPET 含

再生PP NTペレット【再生樹脂ペレット販売】

再生樹脂ペレット販売 PP OPP印刷フィルム再生(JPP)

PP黒 再生ペレット【再生樹脂ペレット販売】
再生樹脂ペレット販売 PP パレット向け(TSP)

再生PP黒ペレット パレット向けその2

PP 黒再生ペレット パレット用(SE-PPB)
再生樹脂ペレット 価格・相場(PP,PE,PSほか)
再生ペレット販売(用途別)
再生PP樹脂ペレット販売 パレット向け
買取サービス一覧

発泡スチロール インゴット買取価格【相場公開】

塩ビ 異型押出成型品 買い取りしました

ラミネートフィルムリサイクル ラミフィルム有価買取

廃プラスチックの有価買取 全国対応 価格を知るにはここから
ストレッチフィルム リサイクル有価買取

パレット リユースで引き取る条件5つのポイント
プラスチックパレット買取します! 【無償回収・処分・廃棄 一部地域対応】
㈱ファー・イースト・ネットワーク会社概要|プラスチックリサイクル

「従業員とその家族のための物心両面の幸福を追求し、自立した人生の場を提供する」経営理念

「環境事業を通じた、他社にはできない顧客への貢献」経営理念

「地球環境への真の意味での貢献と改善」経営理念

創業の想い|美しい地球を子供たちに
押出機のスクリュー材質

廃プラスチック・ラミフィルム・発泡スチロール など樹脂買取

二軸押出機 フィラーの高混練やリサイクル素材の練り込みに

二軸押出機 オプションパーツ一覧

スクリーンチェンジャーとは

スクリーンチェンジャー 格安の消耗品コスト 連続式で無人化実現

レーザーフィルター バンパー塗装除去の事例

ストランドを切らさないスクリーンチェンジャー

【公式ページ】レーザーフィルターの仕組み FIMIC(イタリア)

レーザーフィルター BグレードLDPEをゴミ袋に

レーザーフィルターろ過面積の違いが生み出す他社との違い5つとは?
レーザーフィルターの排出方式 バルブ方式とは?
押出機 異物|FIMIC【動画】
連続式スクリーンチェンジャー ストレッチフィルム

スクリーンチェンジャー比較 【4つのタイプを比較解説】

メルトフィルター FIMICとPOLYSTAR押出機のコンビネーション
レーザーフィルターのメンテナンスコスト

押出機で異物を除去して高品質ペレットに再生する方法とは?

相談事例

発泡PEのリサイクルご相談いただきました
食品工場のプラスチックリサイクル【商社からの相談事例】
POLYSTARとは? 押出機 8機種をご紹介(リサイクル機械)

POLYSTAR社 台湾の押出機トップブランドご紹介
押出機 POLYSTARを選ぶ3つのメリット
Repro-Flex フィルム用押出機 POLYSTAR 【動画解説付】

Repro-Direct POLYSTAR押出機 汎用型【動画解説付】

Repro-One POLYSTAR押出機 粉砕機内蔵型 【動画解説付】

Repro-EPS POLYSTAR押出機 発泡スチロールを直接ペレタイズ【動画あり】

Repro-PET POLYSTAR押出機 PET専用
Repro-Flex Plus POLYSTAR押出機 二段式

Repro-Air POLYSTAR押出機 小型 空冷式 省スペース 【動画解説付】
POLYSTARのルーダーがコスパ高い理由とは?【動画解説】
カッターコンパクターを動画で徹底解説!
押出機POLYSTAR Repro Flexパンフレット解説

押出機POLYSTAR Repro-One パンフレット解説

POLYSTAR押出機Repro Directパンフレット解説

Repro-Dry 洗浄したPEフィルムの脱水・乾燥
押出機とは 構造と仕組み【パーツ別に徹底解説】
POLYSTARを選ぶ3つの理由【動画解説】
POLYSTAR社押出機 Repro Flex標準仕様解説

POLYSTAR 押出機 Repro-One 標準仕様を解説

POLYSTAR 押出機 Repro-Direct 標準仕様の解説
POLYSTAR押出機 動画一覧 | リサイクル用ルーダー

POLYSTAR事例紹介

プラスチック リサイクル設備|廃プラスチック再生工場のPOLYSTAR押出機設置事例

ペレタイザー LDPE事例 POLYSTAR

発泡シートを押出機でペレット加工する 【動画】
フィルム専用再生機(3Dイメージ動画 Repro-Flex)【動画】

不織布リサイクル PPヤーングレードに最適のルーダー 【動画】

ストレッチフィルム再生加工【押出機動画】
OPPフィルムをリサイクル【動画】

ラミネートフィルムリサイクル【動画】

ストレッチフィルムリサイクル|押出機【動画】

ポリスター新工場 建設中

ポリスターの押出機動画

スペアパーツはオンラインで発注できます

押出機 回転数をPOLYSTARの自動制御で省力化

ポリスターのYoutubeチャンネル登録者数1万人突破

Kフェア2013 (ドイツ展示会) の様子

押出機 バックフラッシュ | POLYSTAR【動画あり】

アルミ蒸着フィルムのリサイクル スクラップ買取と押出機【動画】

ポリスターが選ばれる理由 展示会出展【動画】
ホットカット POLYSTARが搭載の最新機能を解説!【動画解説付】

Taipeiplas2014 (台湾展示会) の様子

POLYSTAR押出機パーツ・オプション解説

ニップローラー フィルムスクラップの供給の自動化・省力化

脱水機 2%の高い乾燥率にもかかわらず500kg/hの処理能力【動画あり】
定量供給機 パーツ解説シリーズ

金属探知機 パーツ解説シリーズ

真空ポンプ パーツ解説シリーズ

ベント口 ルーダーのパーツの解説シリーズ

カッターコンパクター パーツ解説シリーズ

スクリューコンベア パーツの解説シリーズ

ベルトコンベア パーツ解説シリーズ

Arabplas2014 (ドバイ展示会) の様子

プラスチック押出機|POLYSTAR【動画】

NPE2015 (アメリカ展示会) の様子

Taipeiplas2016 (台湾展示会) の様子

Kフェア2016 (ドイツ展示会) の様子

Plastpol2017 (ポーランド展示会) の様子
押出機 二段式 Repro-Print(ルーダー)【動画】

押出機 リサイクル専門 台湾POLYSTAR社 8機種

フィルム専用再生機(Repro-Flex)【動画】

押出機 アフターサービス・メンテンナンス

押出機(フィルム専用)Repro-Flex POLYSTARブランドの代表機種

ペレタイザー メーカー別の価格帯一覧




































コメント