
1.The screw of the extruder
2.Single-screw extruder and its screw
3.Twin-screw extruder and its screws
4.Extruder screw design
5.Screw structure and shape
6.Screw elements
1. The screw of the extruder
The extruder contains a screw within a heated cylindrical barrel. This screw, when rotated by a motor, melts the resin within the barrel and serves to transport it to the die at the end, which is responsible for forming various product shapes.
There are single-screw extruders, which have one screw, and twin-screw extruders, which have two screws. By varying the depth and angle of the screw grooves, it’s possible to accomplish various compounding objectives.

2. Single-screw extruder and its screw
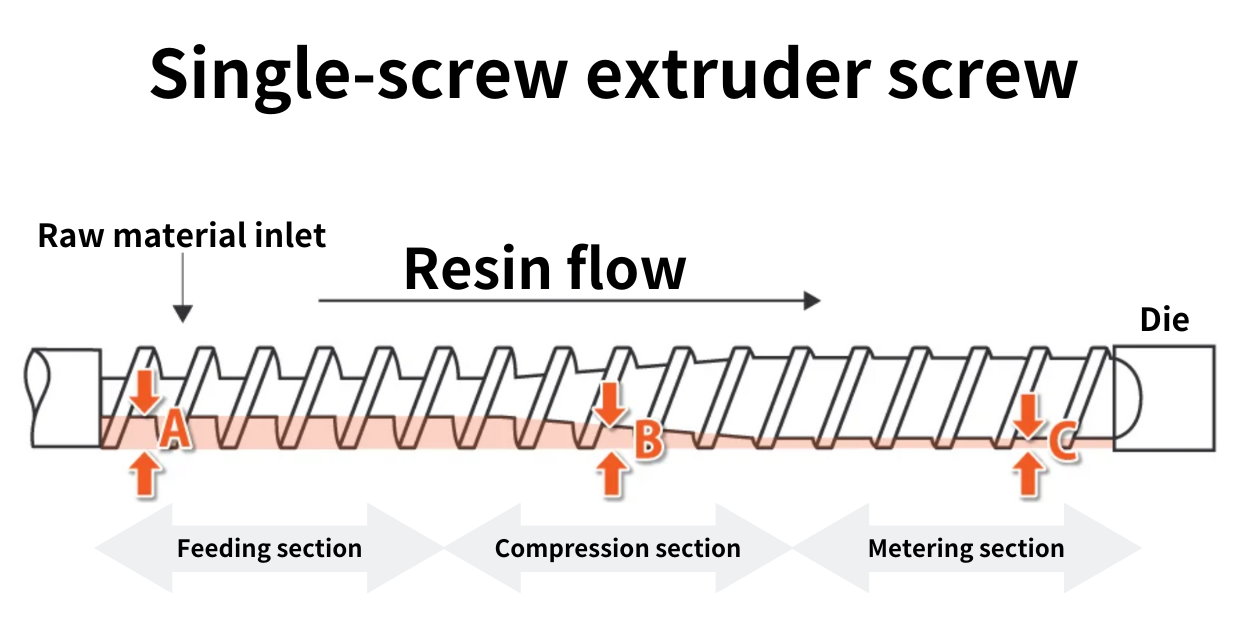
In a single-screw extruder, a simple screw often plays the role of heating and melting the resin to process it into pellet form. The screw consists of the feed section, compression section, mixing section, and metering section.
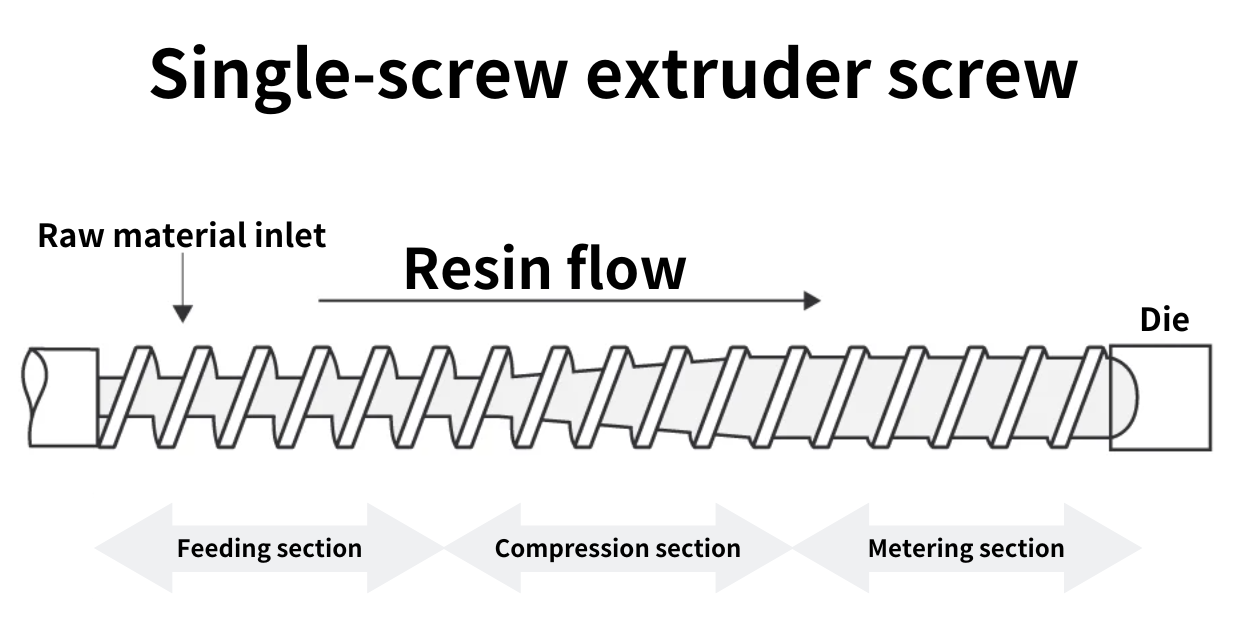
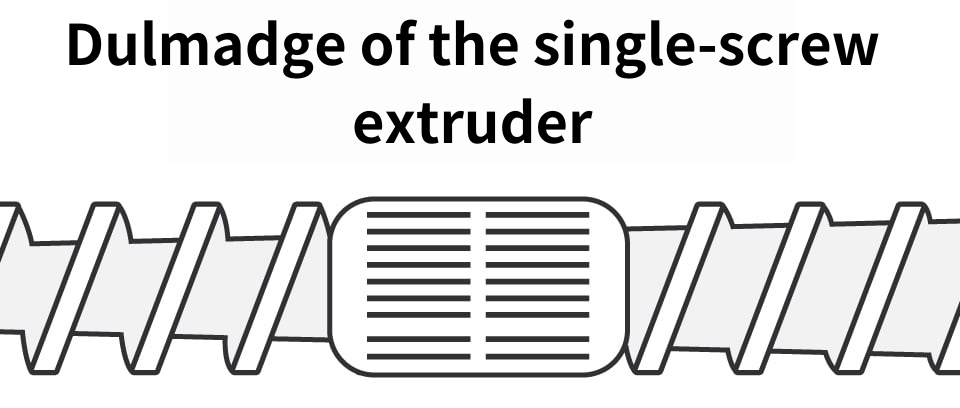
The screw depicted in the figure above lacks a kneading section. There exists a design, referred to as a Dalmage (kneading section), where the screw is crafted with serrations to effectively knead the resin. This design varies significantly among manufacturers.
A screw without a mixing section is called a full-flight screw. More than 90% of the screws used in recycling processes are single-shaft screws.
3 .Screw configuration for Twin-screw extruder

Twin-screw
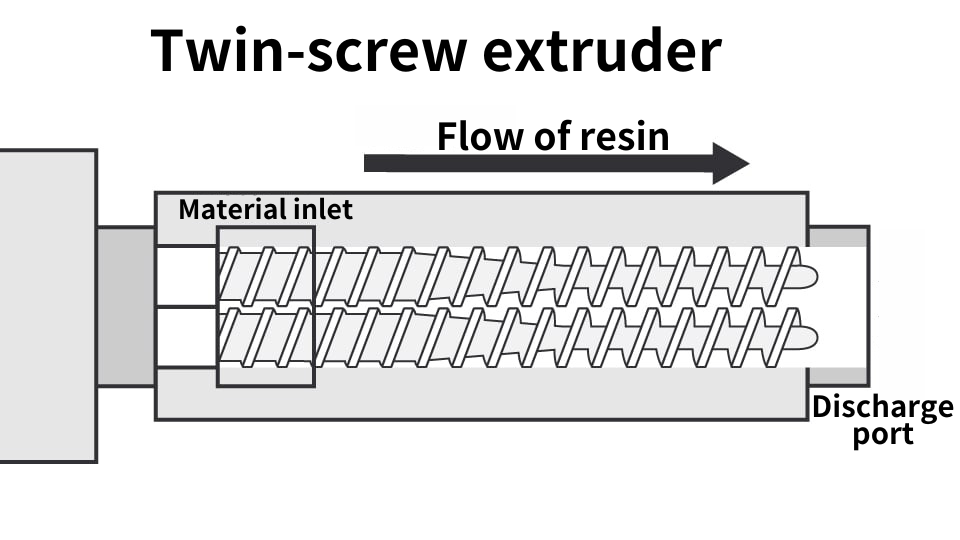
Twin-screw extruders generally provide superior kneading, leading to improved quality characteristics, such as uniformity and dispersion, compared to single-screw extruders. Therefore, they are often used when blending different types of resins, additives, color pigments, or color masterbatches, to ensure homogeneous dispersion. This entire kneading process is referred to as compounding.
The screw is composed of various types of elements to serve specific purposes.

Various elements are combined together
There are two types of rotation for the screws involved in the compounding process: in the same direction (co-rotating) and in opposite directions (counter-rotating).
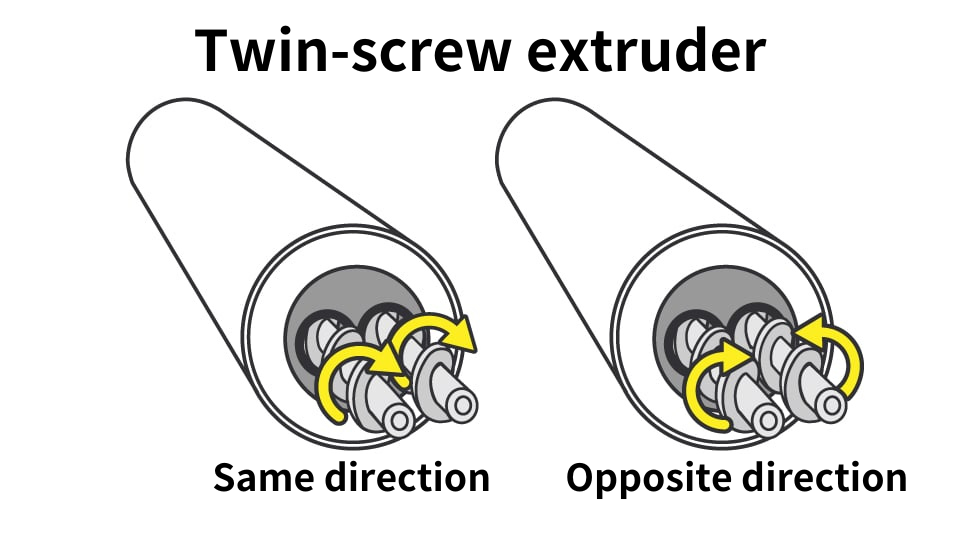
same direction (co-rotating):Good blendability
Opposite directions (counter-rotating)
When melting single-resin materials into pellets, the screw of a single-screw extruder is often selected. Conversely, when it comes to incorporating different resins or color masterbatches and ensuring thorough homogenization, a twin-screw extruder’s screw is typically the choice.
Beyond the simple distinction of single or twin-screw, let me also explain other classification methods. The screw can be categorized based on its length, thickness, or the design of the screw itself. These variables significantly influence the physical properties of the produced pellets.
4. Extruder screw design
I’d like to introduce another perspective, that of screw design. The design of the screw needs to be selected according to the intended purpose.
What is a full-flight screw?
A full-flight screw design does not incorporate any kneading structures along the screw, which is designed to continuously push the resin forward. This type of design, known as full-flight, allows the resin to be extruded without being halted midway, thus enabling an increase in production volume.
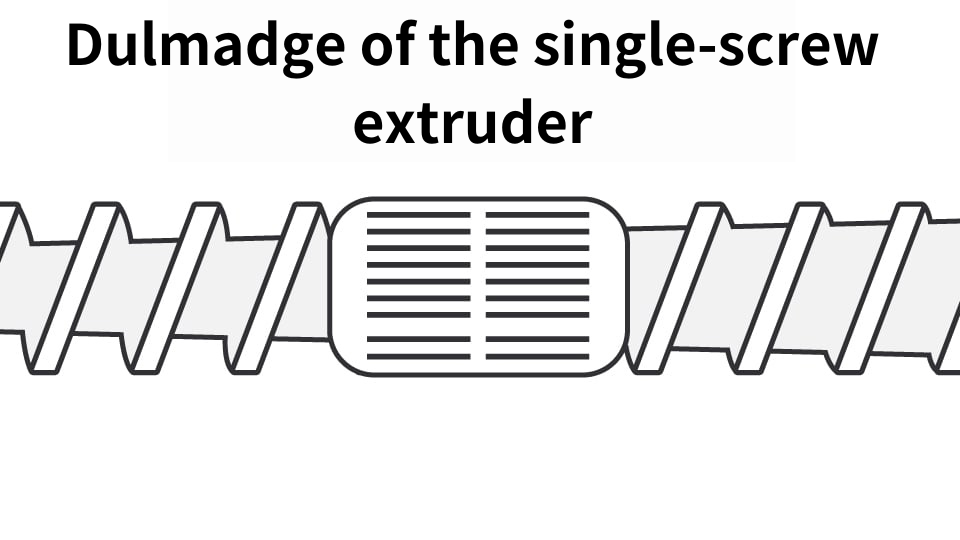
What is a Dalmage?
If you want to add kneading or thorough mixing of the resin, even with a single screw, you may incorporate a structure for kneading called dalmage or maddock Mixer . When this structure is used, the resin in the cylinder is dammed up by the dalmage, typically resulting in a slight decrease in production volume.


The production volume can also vary depending on the design of the screw. It is important to consider whether kneading the resin is crucial, or increasing the production volume is the priority, or both kneading and production volume are equally important.
By considering these factors, the design, shape, thickness, and length of the screw are determined when selecting an extruder or choosing the screw design for the extruder. If you have a clear understanding of the purpose for manufacturing pellets, the answer will naturally emerge.
5. Screw structure and shape
The screw can be divided into three parts when considering its functionality:
- The feeding section, which pushes the material forward.
- The compression section, where the material is melted and compressed.
- The metering section, which uniformly delivers the molten resin forward.
Although the previously mentioned Dalmage can be incorporated here, we will focus on the roles of these three zones.
The screw has three roles:
- Plasticization: Plasticization refers to the process of transforming the resin from a solid state to a molten state.
- Resin Conveying: It involves pushing the resin from the hopper to the head, ensuring that the resin supplied reaches the head.
- Resin Kneading: It involves kneading the resin to achieve homogeneity.
The screw’s role is to achieve smooth plasticization while efficiently delivering a large quantity of resin to the head.
1)Feed Section
This zone is where the material (resin) enters from the hopper, and the resin is still in a solid state. The resin receives heat here, preparing for melting in the subsequent compression section.
When you want to take in a large amount of resin into the screw, deep grooves can be used to supply a greater amount of material. However, it is important to balance this with the subsequent compression section. This section is responsible for feeding unmelted resin material forward.
Directly below the hopper, it is crucial to prevent the resin from melting in order to smoothly feed the material into the screw. If the resin melts in the screw section below the hopper, it can lead to poor material intake and reduced output.
On the other hand, the role of this feed section is to condition the resin for melting in the subsequent compression section.
Conditioning refers to the preheating (preheating) of the resin to facilitate smooth melting in the compression section.
When the resin, adequately preheated, is sent to the compression section, it smoothly enters and melts while progressing. However, if resin with insufficient preheating (thermal conduction) enters the compression section, it will take time to melt, resulting in residence time.
Therefore, it is important to consider the length of the feed section where preheating (thermal conduction) is insufficient, as it can affect the output. The heat source for the resin in this feed section is the cylinder heater.
For preheating prior to the compression section, the following considerations need to be taken into account.
Depth of the Screw Channel
A shallow screw channel allows materials to effectively receive heat from the cylinder, facilitating efficient preheating. However, a shallow channel depth means that the screw can accommodate less resin material in a given time, which reduces the discharge rate. On the other hand, a deeper channel depth means more material can be accommodated by the screw, increasing the discharge rate. However, the distance between the resin material and the cylinder increases, weakening the heat conduction.
It is important to design for the optimal balance, considering the characteristics of the material.
Length of the Feed Section
A longer feed section allows for sufficient preheating. Also, if the screw channel is shallow and heat can be quickly transferred to the material, the feed section can be shorter.
However, if the screw channel is deep and heat conduction is poor, the length of the feed section needs to be extended to provide adequate preheating.
<Extra Information>
Generally, it is known that preheating the resin before feeding it into the screw can increase production. This is because the preheating that is normally done in the feed section is already finished, making the temperature rise in the feed section smoother.
2)Compression Section
This is the zone where the depth of the screw groove gradually becomes shallower from the feed section. Due to this decrease in depth, the resin obtains heat and melts from the following two heat sources:
- Melting by obtaining heat from the cylinder
- Melting by shear heat due to pressure and screw rotation
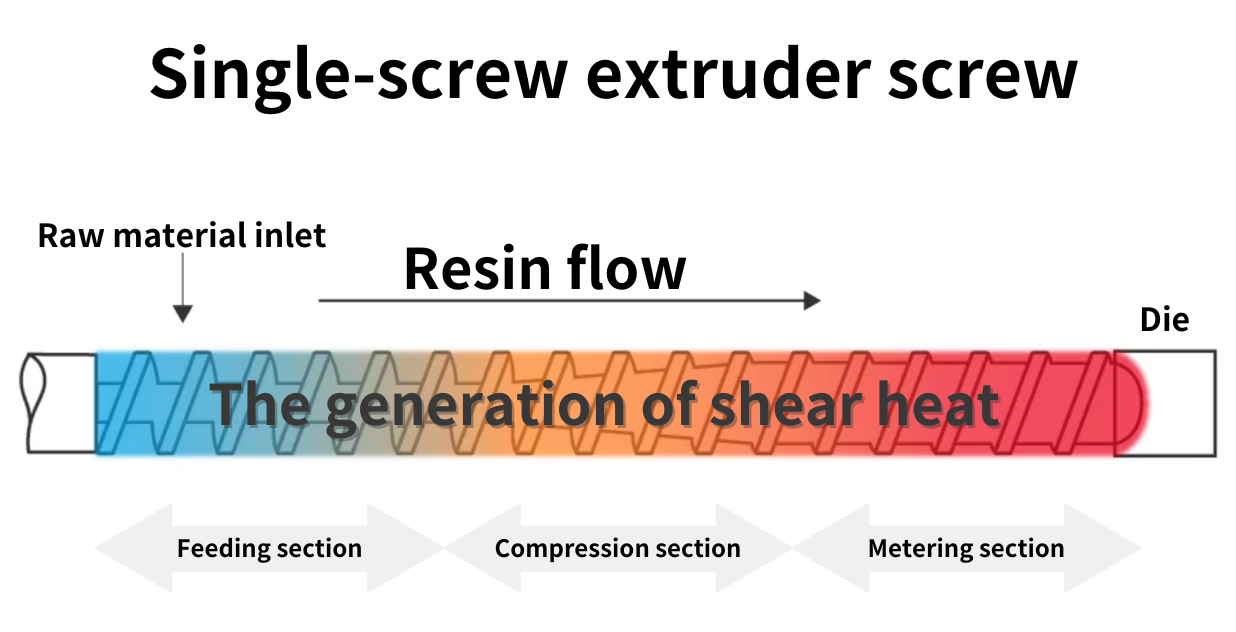
This is where the two types of melting mentioned earlier occur. By increasing the rotation speed, a lot of shear heat is generated, and it is possible to operate more energy-efficiently by melting with shear heat, without relying on external heating by the heater. As mentioned earlier, we compress the material sent from the feed section, and proceed with melting and mixing.
There are two types of compression in the compression section: rapid compression and gradual compression.
What’s important in this compression part is that the resin is completely melted, and there are two heat sources for this melting.
External heat source
The electric heater wrapped around the cylinder serves as a heat source, and the heat from it promotes melting.
Shear heat
In the process of the resin being sheared by compression, the heat generated by the resin itself raises the temperature. It is sheared by the mechanical energy obtained by the screw rotation.
Rapid compression is more likely to generate shear heat and self-heat. On the other hand, gradual compression relies more heavily on external heat for melting.
In the compression section, the material is melted by the two heat sources mentioned above, but during this process, moisture and gas may be generated. This gas escapes through an exhaust port called a vent. If a large amount is generated, a vacuum pump is connected to it to create a vacuum and enhance the degassing effect.
In reality, the melting of the resin inside the extruder is primarily due to the shear heat generated by the mechanical energy from the rotation of the screw rather than the heat from the heater. Depending on the location of the cylinder, the heater may not perform the role of heating while it is operating.
3)Metering section
The metering section, which maintains the same depth as the compression section, is the zone before the resin is extruded from the die. Here, the resin is almost completely melted and the role of this section is to stably extrude a fixed amount from the die. The fully melted resin from the preceding compression section is uniformly and smoothly mixed in this section. It serves to pass the mixture without lingering to the head section at the front.
A single-shaft screw is composed of a feed section, compression section, and metering section. In cases where more kneading is required, a Dalmage, a design structure that promotes kneading, may also be included.
4)Dalmage
This refers to the design of notches for kneading resin in a single-axis screw. Generally, when Dalmage are included, the production volume tends to decrease slightly.
Dalmage
6. Screw elements
Mainly in the case of twin-screw extruders, segments are attached to the screw to maintain a high extrusion amount while also facilitating good kneading. These segments are removable and can be adjusted according to purpose.
There are many types of segments, and they are used selectively according to purpose. For example, if you want the resin to linger in the cylinder for a longer time, you can extend the retention time by inserting a reverse-rotation segment.

Various types of segments are available
7. Screw compression ratio
This is the ratio of the spatial volume of one screw in the feed section to the metering section in an extruder screw.
While a compression ratio of 2:1 to 3:1 is typical for general extruders, for lighter bulk density materials like crushed film, the compression ratio may be set to 4:1 to 5:1 by increasing the volume of the feed section near the inlet.
The screw compression ratio is a guideline for the depth of the screw groove, and is represented by the ratio of the groove depth of the feed section to that of the compression section. A low compression ratio tends to result in low resin pressure and low extrusion volume.
Conversely, a high compression ratio increases the generation of shear heat and pressure, but could potentially lead to problems like burning of retained resin. The compression ratio is set taking into account the balance with the screw diameter and L/D.
8. Cylinder (Barrel)
This is the cylindrical steel material that houses the screw. It has a heater (heat source) wrapped around it, which transmits heat to the resin from the outside to promote melting.
シリンダーに巻かれたヒーター
9. Screw length (L/D ratio)
The length of a screw is often denoted not in cm (centimeters) or mm (millimeters), but in L/D (Length-to-Diameter ratio). Here, L stands for the length of the screw and D represents the diameter of the screw. For example, if a screw with a diameter of 100mm has an L/D of 34, this means that the actual length is 100mm x 34, or 3,400mm. Typically, extrusion quantity tends to increase when the screw rotation speed is increased. However, if the rotation speed is increased too much, the residence time for the complete melting of the resin may not be sufficient.
In such a case, it may be necessary to adjust the L/D to a longer value, such as 36 or 40, so that complete melting can occur even with a higher rotation speed.
- Long Screw: It’s easier to increase production and kneading is better than with a shorter screw. However, degradation and scorching of the resin are more likely to occur.
- Short Screw: It has a shorter thermal history, which can reduce degradation, but it is harder to increase production.
If the extruder screw is long, it is generally easier to knead the resin well. If the extruder screw is short, it can be said that it is a suitable case for discharging the resin without kneading it much.
In simple terms, for resins that melt easily like LDPE, the length of the screw (often expressed in L/D) may be intentionally shortened to quickly discharge the resin, preventing thermal degradation due to resin reprocessing. Design may be done to melt and discharge the resin quickly to avoid thermal degradation.
A longer extruder screw makes it easier to increase production. This is because if the screw is longer, you can significantly increase the rotation speed of the screw. The longer the screw, the longer it takes for the resin to pass through it.
This means that the resin can be well melted inside the cylinder. Since the distance is long, there is enough time for the resin to melt even if the rotation speed of the extruder screw is increased, hence the rotation speed of the screw can be increased.
10. Diameter of the extruder screw
- Thick Screw: Production volume increases, but material change and loss during trouble are also large.
- Thin Screw: Easy to clean during material change and suitable for small production, but production volume does not increase.
The thickness of the extruder’s screw significantly affects production volume. If a screw with a diameter of 100 mm produces 300 kg per hour, making the screw thicker to 120 mm increases the production volume to 400-500 kg. Therefore, choosing a thicker extruder screw can increase the production volume.
11. Material of the extruder’s screw
The choice of screw material depends on the type of resin to be processed.
It is important to choose a steel material that has a mirror surface that allows the resin to flow smoothly without lingering on the surface of the screw.
Below, I will explain various types of steel materials and surface treatment methods.
Nitriding
Extruder screws are filled with resin material, and some materials contain fillers such as calcium carbonate and glass fiber that promote wear. Hence, it is crucial that the screw has excellent wear resistance.
At the same time, it is necessary to equip it with resistance to corrosion. In the processing of recycled plastic, you should take into account that the resin may contain components like PVC that promote corrosion.
For extruder screws used in general recycling processes, it is common to use nitrided screws. Nitriding enhances resistance to corrosion and wear, leading to longer life.
Screws without nitriding treatment might be cheaper, but they suffer severe corrosion and wear, leading to a high frequency of screw replacement, ultimately increasing the cost.
The material for the screw is typically SACM645 (Aluminum Chromium Molybdenum Steel). The wear resistance of SACM645 significantly improves when it undergoes nitriding treatment, making it a suitable material for a screw among general materials. When referring to nitriding treatment of the screw, SACM645 is typically what’s implied.
Heat Treatment
If further wear resistance is required, heat treatment can significantly improve wear resistance. A grade of around GF30% should be sufficient.
Stainless Steel
Using stainless steel as the material and combining various treatments can significantly improve the functionality.
- Stainless steel + nitriding treatment: Both corrosion resistance and wear resistance can be improved.
- Stainless steel + heat treatment: Wear resistance can be further enhanced compared to nitriding treatment, and corrosion resistance can also be improved.
Powder Metallurgy Heat Treatment
If you want to significantly improve wear resistance, you can perform powder metallurgy heat treatment, which allows you to achieve wear resistance superior to regular heat treatment. By hardening the surface, you can also improve the resin’s peel resistance.
For materials containing more than 50% GF (Glass Fiber), screws that have undergone this treatment should be used.
12. Shear of the extruder’s screw
The melting of resin is accomplished by external heat sources, such as a heater, and by shearing caused by the rotation of the screw. For resins with high viscosity in general, more shear heat is generated.
To simplify, ‘shear heat’ is generated when the resin is kneaded by the screw. This is where the motor’s mechanical energy is transferred to the resin through the screw’s rotation, and this energy generates heat as ‘shear heat’.
In other words, the motor’s energy is transferred, causing heat to be generated from the resin itself. At this point, the temperature rises not from the heat of the heater but from the shear heat emanating from the resin.
Then, the sheared resin decreases in viscosity. The degree of shearing changes depending on the compression ratio of the screw (how strongly pressure is applied to the resin). If the compression ratio is lower, less shearing occurs; if the compression ratio is higher, friction increases, leading to stronger shearing.
13. Screw cleaning
There may be times when it is necessary to clean the screw, such as during resin replacement, material replacement, or color change. Cleaning may involve using a cleaning agent (also called a purging compound), or removing the screw from the cylinder and manually cleaning it (with a brush), using chemicals, or burning it with a burner. Carbon deposits and other substances that accumulate over a long period of time on the screw can have adverse effects.
Screw Cleaning Trick
The best way to get the screw really clean is to remove it and clean it.
If you want to clean the screw without removing it, you can use a specialized cleaning agent called a purge compound, but this can be costly.
So, an easy cleaning method that recycling companies and some compound companies use involves using HDPE resin.
HDPE resin is very viscous and, while being conveyed forward by the screw, it entangles and removes resin, burns, and char that are stuck to the screw. It’s not unusual for the screw to be cleaner after regenerating HDPE. So, there’s a trick to clean with HDPE instead of buying a purge compound.
However, to truly clean the screw, it is recommended to remove it for cleaning or to use a purge compound.
14. Wear of the extruder screw
Screws are usually designed to withstand a certain amount of wear, by treating the steel with nitriding, surface polishing, and so on. However, certain materials can damage the screw or cylinder due to wear.
A prominent example is when calcium carbonate or talc (essentially powdered stone) is added to the resin. This makes the screw wear far more easily than if it were just resin.
Similarly, glass fibers (GF), which are mixed into the resin to strengthen it, are also known to cause significant damage. In the field of recycling, if dirt and mud are not washed off, or if some dirt and sand remains even after washing, this can accelerate the wear of the screw.
A large amount of paper (cellulose) also promotes wear. When the screw wears down, the production volume gradually decreases. If the production volume is lower than when the screw was new, you may need to suspect that the screw is wearing out. Other causes of damage to the screw include corrosive wear from corrosive gases. The only solution to this is to use corrosion-resistant steel.
In the recycling scene, damage from metals is often seen. Bolts, nuts, and sometimes even hammers can get inside the screw and cause large scratches. Damage can also occur from friction when the screw and the cylinder collide.
15. How to remove the extruder screw
How to Remove the Extruder Screw
There may be times when it’s necessary to remove the screw for cleaning, maintenance, or the removal of foreign objects. In such cases, it is removed using special tools. The downstream part of the extruder line may need to be moved to work, which can take a whole day. If metal or something else is stuck and it cannot be removed, it may be better to call a professional.
Screw removal video
How to put back the removed screw video
16. Material of the extruder’s screw
The material of the screw is selected considering factors like wear resistance and corrosion resistance, with nitriding treatment and surface polishing applied to the chosen steel material. However, when processing harder, wear-promoting materials (such as carbon black, talc, GF, etc.), it may be necessary to select materials or surface treatments with superior wear resistance.
Also, if corrosion occurs due to the generation of gases, materials with corrosion resistance are selected. The type of resin, filler, and the type of gas generated all factor into the selection of materials. Moreover, if you want to increase production volume, selecting a material for the screw’s surface that allows the resin to slide easily can help to increase output.
Although the extruder is a very simple device, its simplicity belies its complexity. Particularly with the design of the screw, there are infinite combinations of material, length, diameter, channel depth, and design.
17. Q&A about the extruder screw
1) How is the structure of the extruder’s screw designed?
押出機は樹脂を溶かすための機械です。スクリューは効率よく溶かすために3つの役割に分かれています。簡単に言うと、①スクリューの入口で材料を一定量取り込む部分、②せん断熱も利用しながら樹脂を溶かす部分、③ダイに向かって一定量押し出す部分です。
2) What is a Dalmage?
In addition to the three aforementioned purposes, when you want to “better mix the resin,” you include a section with a design called Dalmage, which has vertical lines.
3) How to choose a screw to increase production volume?
1) Screw Length
Simply put, increasing the length and rotation speed of the screw will increase production volume. However, just increasing the rotation speed might not allow enough time for the resin to melt before it reaches the die.
Furthermore, with viscous resins that have low Melt Flow Rates (MFR), there are cases where the motor loses out to the resin, so opting for a motor with more horsepower might increase production volume.
2) Depth of the Screw Groove
By deepening the screw groove, more of the supplied resin can enter the screw, thereby increasing the production volume.
4) Is a thicker screw better?
In terms of the relationship with production volume mentioned above, a thicker screw will increase the production volume per unit of time. However, it’s not as simple as ‘the thicker, the better’. A larger production volume can also result in larger production losses.
If you’re dealing with small production lots and introduce an extruder with a thick screw diameter, frequent material changes can actually reduce efficiency.
In the field of plastic recycling, the ability to secure sufficient scrap quantities is also a factor.
If you have frequent material changes, a thick screw will not be as flexible.
5) Does the screw wear out?
Yes, it does. However, if it’s 100% resin, the wear will decrease quite slowly. The problem arises when you incorporate fillers such as calcium carbonate, talc, glass fibers, etc., which accelerate wear. The wear progresses more quickly in these instances.
On recycling sites, the presence of sand, soil, paper (cellulose), etc., can also accelerate wear.


Comment