1.What is a Twin-screw extruder?
Two screws are used in the cylinder to melt and mix the resin. Multiple resins, additives, masterbatches, etc. can be more homogeneously dispersed. The screw configuration can be changed according to the purpose.

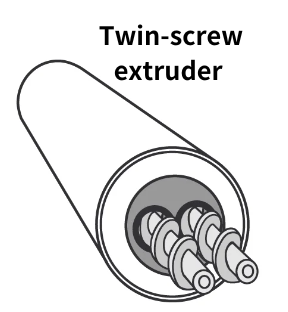
Twin-screw extruder
Screws for Twin-screw extruder
When roughly classifying the types of screws for extruders, there are screws for single-screw and twin-screw extruders. Compared to single-screw screws, twin-screw screws have the following characteristics:
- They are excellent in work efficiency for uniformly mixing different components such as additives and fillers (tankar, talc, wood powder, etc.).
- The internal material flow is complicated, and it is difficult to design and calculate the flow pattern by numerical simulation.
Twin-screw extruders are mainly used in two fields:
- Polymer processing of polymers with low fluidity, easy degradation, and difficult processing
- Processing operations such as blending, volatile component removal, and chemical reactions
On this page, we will talk about the structure and characteristics of twin-screw extruder.
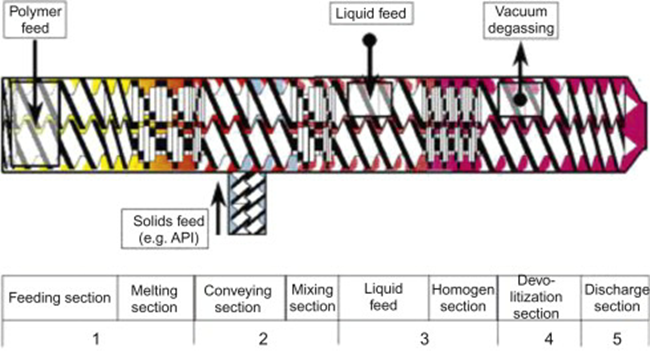
2.Basic structure of Twin-screw extruder
As the name suggests, twin screws that rotate inside the barrel are installed in pairs.
Twin Screw Extruder Structure
Depending on the purpose, the direction of rotation of the screw is used differently, such as rotating in the same direction or in reverse.
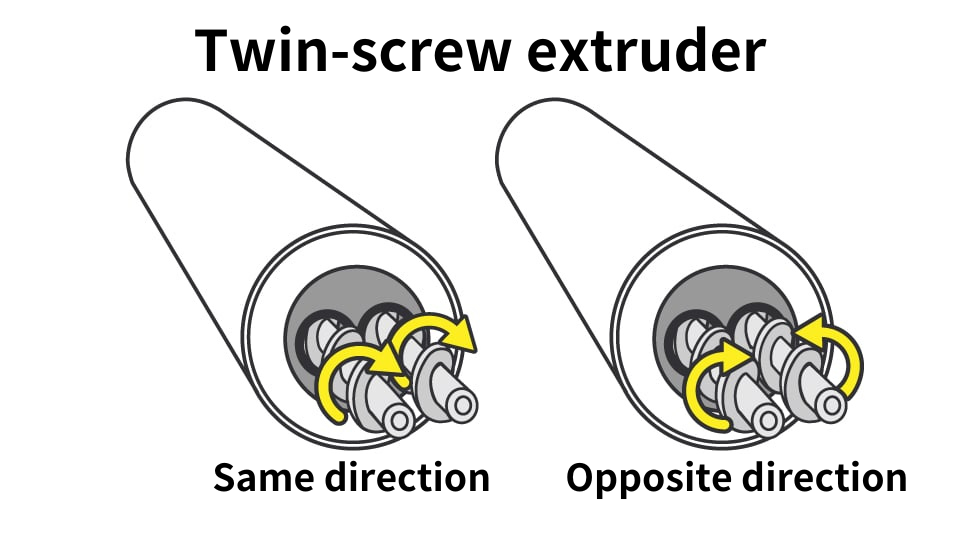
Same and Opposite directions of rotation
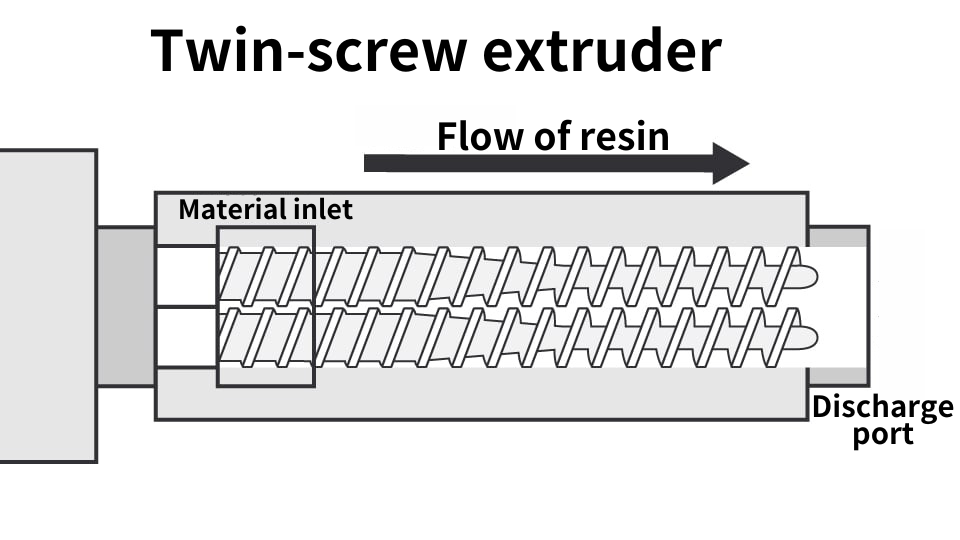
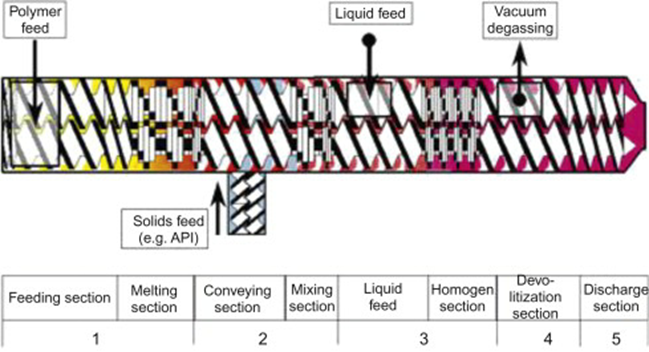
The flow after raw material input is the same as that of a single-screw extruder. Here is an example of the extruder configuration.
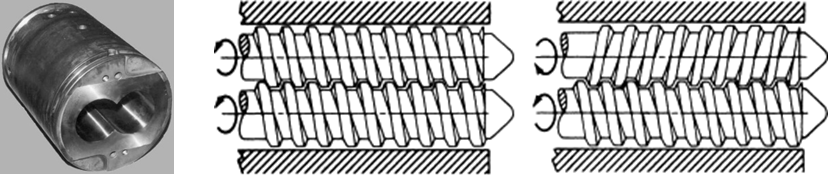
3.Screw configuration for Twin-screw extruder
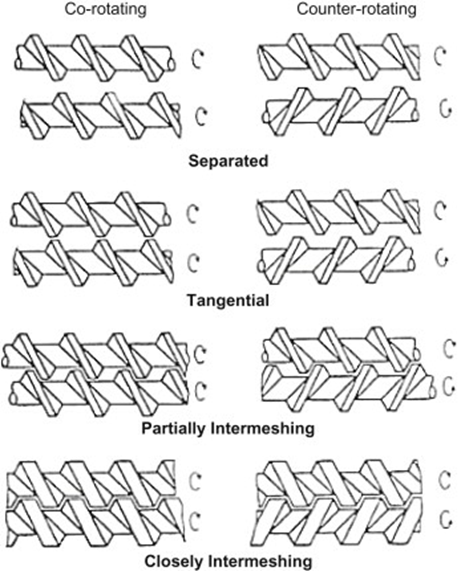
The screw configuration is selected from the following configurations according to the purpose. The most commonly used are counter-rotating (opposite direction) and co-rotating (same direction).
By adjusting the gap between the screws or barrels, the shear force and frictional heat can be adjusted, and the self-cleaning property can be improved.
- Narrow gap between screws → decrease in shear force and frictional heat
- Wide gap between screws → increase in shear force and frictional heat
- Counter-rotating (opposite direction)
- Co-rotating (same direction)
- Counter-rotating without meshing (opposite direction)
- Self-cleaning co-rotating meshing (same direction)
- Kneading element (same direction)
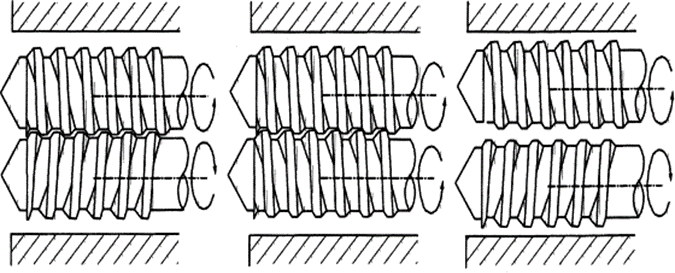
Left Figure a / Middle Figure b / Right Figure c
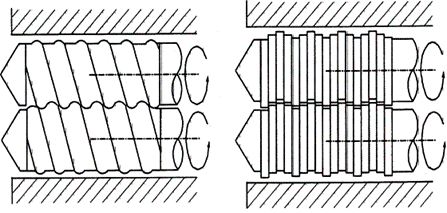
Left Figure d / Right Figure e
4.The principle of a twin-screw extruder
Two screws are responsible for transporting the raw materials and improving the kneading performance more than a single screw extruder. By adjusting the following according to the purpose, it is possible to finely adjust the residence time and kneading performance.
- The shape of each screw
- The rotation direction of each screw
- The gap between screws
5.The screw element of a twin-screw extruder
The screw element of a twin-screw extruder is designed with materials, shapes, surface treatments, etc. depending on the application. For example, if the raw material is corrosive, stainless steel is used for the material, and if higher corrosion resistance is required, cobalt or nickel alloys are used.
If wear is expected to be severe due to glass fibers or metal powder, ultra-hard steel or nitriding treatment is used. In addition, it is possible to change the shape of each area of the screw element instead of using the same one.
The front and rear elements are selected according to the purpose, such as lowering the pressure in the additive inlet or vacuum section.

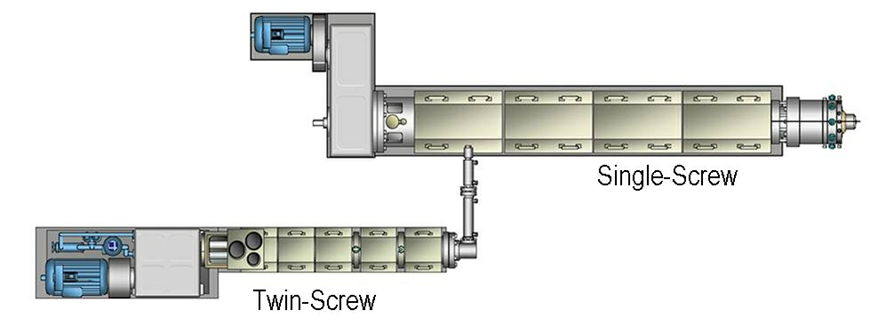
6.The combination of extruders in a twin-screw extruder.
Depending on the combination of extruders, there are various types as shown below.
A combination of two extruders is called a tandem type.
Table. Examples of twin-screw extruders.
| Examples of combinations: | Twin-screw alone | 1st stage: Twin-screw 2nd stage: Single-screw | 1st stage: Twin-screw 2nd stage: Twin-screw |
| Number of extruders | 1 | 2 | 2 |
| Cost | Standard | Slightly higher | Higher |
| Features | Simple and easy to operate | Common combination. Mix and disperse the raw materials in the first stage, and cool and pressurize them in the second stage to extrude them. | Excellent for reactions and solvent removal. |
| Note | – | In some cases, the joint between the first and second stages is opened to promote degassing and cooling. | |
Reference article:How to choose an extruder
7.Difference in screw rotation direction
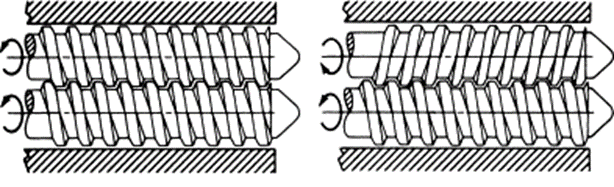
There are two types of screw rotation direction: co-rotating (same direction) and counter-rotating (opposite direction).
Each has the following characteristics.
Co-rotating (same direction)
- Often used for blending and mixing purposes. Has extremely high kneading performance.
- Can operate at high screw rotation speeds and has high melting performance and mixing quality.
- The screw is modular, making it easy to change the configuration of the extruder.
- Energy supply area and time can be controlled by element design to manage thermal load.
Counter-rotating (opposite direction)
- Used for composite materials such as profiles, PVC, and wood powder blends.
- The material passing between the screws is subjected to high shear.
- Material transport that is more difficult than co-rotation is easy. Film can also be supplied directly and efficiently.
- It wears out a lot and needs to be operated at a relatively low speed to avoid high pressure loads on the screw, and its melting performance is not as high as that of co-rotation.
- To bring out the melting properties, powdered raw materials are more suitable than granular ones. However, the cost is higher.
8.Residence time of twin-screw extruder
It is possible to increase the residence time compared to a single-screw extruder. This is because the screw element (comb structure) can be changed to return the resin in the opposite direction.
This makes it possible to control the residence time.
9.Twin-screw Extruder Manufacturers and Prices
Here are some representative manufacturers. Overseas manufacturers such as Coperion and STEER have corporations in Japan.
High price range
- Coperion GmbH (Germany, https://www.coperion.com/en)
- Leistritz AG (Germany, https://www.leistritz.com/en/start)
- Milacron Inc. (Germany, https://www.milacron.com/)
- KraussMaffei Technologies GmbH (Germany,https://www.kraussmaffei.com/en/home)
- The Japan Steel Works, Ltd.(Japan, https://www.jsw.co.jp/)
- Shibaura Machinery Corporation (Japan,https://www.shibaura-machine.co.jp/)
- CTE Corporation (Japan,http://www.cte-japan.net/)
- Techno Bell Corporation (Japan,https://www.technovel.co.jp/)
- Ikegai Corporation (Japan,http://www.ikegai.co.jp/)
Middle price range
- SINO-ALLOY MACHINERY INC. (Taiwan, https://www.sinoalloy.com/en/home-2/)
- Zenix Industrial Co., Ltd. (Taiwan, https://www.zenix.com.tw/)
- Freesia Macross Corporation (Japan, http://www.freesiamacross-extruder.com/)
Low price range
- NANJING COWIN EXTRUSION MACHINERY CO.,LTD.(China, https://www.cowinextrusion.com/)
- STEER Engineering Pvt Ltd (India, https://www.steerworld.com/)
Main reference materials and figures cited
Screw Extruder, Science Direct,

- STEER, http://www.steerworld.com/sjc/epz-technology.html (2022.02.13)
- IAMP, http://ciamp.mie.utoronto.ca/IndustrialTandem.html (2022.02.13)


Comment