
This page is designed to help those considering the introduction of an extruder for raw material recycling for the first time. We have compiled key points on how to decide on the extruder manufacturer, type of extruder, and extruder specifications. This article is primarily aimed at beginners.
|
We have compiled key points for those who are deciding on a direction. We hope this article helps make your desired features for an extruder clearer and empowers you to not be completely reliant on machine manufacturers or sales companies.
Before discussing the key points in choosing an extruder, let us briefly mention our stance in writing this article. We are:
|
Professionals in the circulation of recycled pellets
Our core business is trading materials for plastic recycling and recycled pellets. The success of the pellets we manufacture depends on their successful sale in the market.
We write this article with the successful market acceptance of recycled pellets in mind. Generally, machine sales companies have a shallow understanding of market trends for recycled materials and mainly focus on selling machines.
Experienced in manufacturing recycled pellets in our own factory
Most machine sales companies sell machines without having any experience of producing recycled pellets themselves. We have experience (especially failures) in introducing machines into our own company and producing recycled pellets, which helps us to understand the process well.
Having experienced the challenging aspects of a recycled pellet processing plant, we don’t just tell you that “you’ll make a profit if you buy a machine”. We hope this article helps you avoid even a little failure based on our experiences. We will write down our thinking from the earliest stages of selecting scrap materials.
By reading this article, your understanding will advance one step further, and when you look at the pamphlets of the manufacturers’ machines, you will be able to imagine your wishes, such as “Ah, I want this part to be like this.”
What is an extruder in the first place? Those who are already familiar with extruders, please scroll down and skip this part.
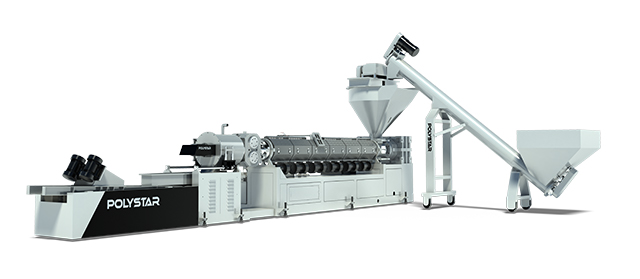
An extruder is a machine that plastifies (melts) and kneads resin, extrudes it from a die (mold at the tip) in a certain shape, cools and cuts it, and manufactures resin raw material. Generally, it consists of the following units:
- Feed: hopper, screw feeder, etc.
- Melting: screw (for kneading) and cylinder (also known as a barrel)
- Drive: motor, gears (reduction gears)
- Heating: adjust temperature with heating band heater
- Extruding: die
Cooling: water tank (in case of strands) - Cutting the resin: pelletizer
- Size matching of resin: vibratory sieve
- Transportation and storage of pellets: blower and silo tank
Even if you don’t understand the details yet, that’s okay. We’ll explain each part in the following. Let’s take a look.
Single-screw or twin-screw extruder
Very roughly, they can be divided into single-screw and twin-screw types. Single-screw types have one screw, while twin-screw types have two screws. Screw surface treatment includes wear-resistant nitriding or plating.
The rotation speed of the screw is manually adjusted with an inverter according to the melting temperature and condition of the resin. As the screw rotates within the cylinder, the resin is melted and kneaded. The melted resin is then extruded from the die due to the pressure from the rotation of the screw. The type of pellets to be produced changes depending on whether you just need to process the scrap into pellets (simple passage), or if you need a good blend.
When choosing a single-screw extruder
In the case of primary processing, where scrap is simply converted to pellets, single-screw extruders are commonly selected. Over 90% of recycling plants opt for single-screw extruders. As a precondition, if the type of resin in the scrap is single and does not require much mixing, there’s no need for the complex structure of a twin-screw extruder.
When Choosing a Twin-Screw Extruder
When manufacturing pellets mixed with additives or pigments, or when making raw materials by mixing multiple resins, there may be a need to select a twin-screw extruder, which has two screws.
Generally, twin-screw extruders perform much better in terms of mixing and more homogeneously disperse materials compared to single-screw extruders. This is mostly the case for secondary processing, often referred to as compounding. The blend of multiple scraps, additives, pigments, and related expertise is required. At the time of delivery, physical property measurement data is often required to be attached, which might be a heavy responsibility for those introducing an extruder for the first time.
Reference Article:What is a Twin-screw extruder?
Therefore, in these cases, twin-screw extruders are often used. This is because it is necessary to mix different resins, additives, and pigments thoroughly. *Even with a single-screw, there are ways to mix well, so many factories are using a single-screw extruder. Also, when kneading pigments, it is necessary to install a dosing machine to supply the pigment to the screw.

Choosing an Extruder Based on the Shape and Condition of the Resin
The state of scrap (resin) in recycling varies. It is important to select equipment that is optimized for the shape, material, characteristics, and condition of the scrap you plan to process.
For example, if you try to process soft film scraps with an extruder suitable for processing crushed hard plastics, the production volume will be extremely low.
There are infinite fine conditions to classify, so I will classify them simply.
|
In the case of crushed goods
The most common preprocessing in scrap preprocessing is crushing. This is the case when the crushing is already completed.
Broadly speaking, let’s divide it into hard plastics and soft plastics (film-based). In this case, we will only consider the input method.
For hard plastics
A single-screw extruder with a hopper should be sufficient
Since the crushing has already been done, it is sufficient to feed from the hopper.
For soft plastics
If you’re working with a single-shaft extruder with a hopper…
A pushing device is necessary to supply shredded flexible films to the screw.
Cutter-compactor equipped extruder
This design allows for the pelletizing of all types of flexible films. It’s fair to say that this type of processing has become the mainstream in film regeneration.
For unshredded molding or film…
If the material is unshredded, it cannot be inputted through a hopper. Therefore, you need to separately purchase a shredder for preprocessing.
Preprocessing varies between rigid and flexible plastics, so there are two types of extruders.
In the case of flexible plastic (film)…
Cutter-compactor equipped extruder
Cutter-compactor equipped extruderIn recent years, a pellet production device equipped with a compactor has become the main choice for flexible film applications.
When optimal processing conditions are met, a cutter-compactor can greatly improve productivity.
For unprocessed film, this type is the most labor-efficient and can produce the most quantity.

In the case of rigid plastic or non-woven fabric…
Shredder-integrated extruder
Although not yet very popular, this type allows for pellet regeneration without preprocessing.
In the case of dirty scraps…
Dirty scrap must be cleaned as part of preprocessing. After cleaning, you can select according to the condition of the scrap as described above.
How to process rigid plastic after cleaning…
In the case of rigid plastic, after dehydration using a centrifugal separator, in most cases, it can be directly inputted into the extruder for processing.
Dehydration by centrifugal separation occurs when cleaned and shredded material hits the high-speed rotating blade, causing the water to fly off.
How to process flexible film after cleaning…
Flexible film retains about 20% water after cleaning. This needs to be reduced to a moisture content below 3% that can be inputted into the extruder.
After cleaning, don’t forget that a drying process may also be necessary.
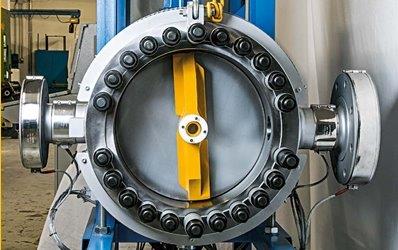
In case of foreign matter
There is a function to remove foreign matter using a mesh called a screen filter. However, if there is too much foreign matter (foreign resins, metal, wood, dust, sand, paper, etc.), the cycle for replacing the filter becomes shorter, and the work efficiency deteriorates.
You need to choose the right type of screen filter according to the situation of foreign matter.
| Situation of foreign matter | Merits | |
| Slide type | When there are few foreign matters in industrial waste, manual replacement | Simple and low cost |
| Dual piston | When there are few foreign matters in industrial waste, manual replacement | Simple and low cost |
| Backflush | Up to about 1% of foreign matter, can be labor-saving | Labor-saving but expensive |
| Laser filter | Up to about 3-5% of foreign matter, can be fully automated | Fully automated and low loss rate |
In particular, the introduction of metal can damage the interior of the machine, the screws, and the inner walls of the cylinder, leading to major malfunctions. If there is a possibility of metal being mixed in, a metal detector will be installed.
Choose an extruder based on production volume
The production volume is determined by the diameter of the screw, whether it is single-screw or twin-screw. The production volume greatly affects the balance of payments for the project. Based on the quantity of scrap that can be collected in-house, and the ease of selling the manufactured pellets, you make a comprehensive judgement.
Below, we will post the reference values for the diameter and extrusion amount of a single-screw. The conditions are that the resin is LDPE and the scrap is free of dirt and moisture. As mentioned later, if there are foreign matter or water wetness in the scrap, the production volume will decrease.
Screw diameter and production volume
| Screw diameter (mm) | 65 | 85 | 100 | 120 | 150 | 165 | 180 |
| Production volume | 80-120 Kg/hr | 100~180 kg/hr | 200~300 kg/hr | 300~450 kg/hr | 450~700 kg/hr | 700~900 kg/hr | 900~1100 kg/hr |
Most recycling operators choose 100mm or 120mm, which accounts for about 80% of the market. However, in recent years, the trend has been towards larger extruders, and larger models such as 150mm and 180mm, which were not so common before, are being introduced more and more.
Reference article:
About extruders and screws
About twin-screw extruders
Choose a machine that can be automated
As the labor shortage continues, more and more businesses are purchasing equipment that allows for labor-saving and rationalization.
Nip Roller
Automatically wind and feed the film rolls.

Screw Conveyor
Automatically control the supply of shredded materials, reducing the need for operators.


Integrated Shredder-Extruder
Omits the pre-shredding process, performing both shredding and extrusion in one pass.
Laser Filters
Allows for the automation of filter replacement tasks to remove foreign matter.
Quantitative Supply Tank
When supplying shredded materials with Flexible intermediate bulk container(FIBC), the following tasks occur:
- Filling the FIBC with shredded materials from the shredder
- Moving the FIBC to a separate location for storage
- Retrieving the FIBC when the materials are needed
- Attaching the FIBC
These manual tasks can be significantly reduced by having a workflow where the shredder feeds into a tank which then quantitatively supplies the extruder.
Extruder Selection Q&A
I’m looking for a small machine, any suggestions?
For a smaller machine, you’d typically choose one with a narrower screw. Also, the cooling unit for the resin occupies a significant amount of space, so choosing a model with air cooling could also make it smaller.
Pros and Cons of Small Machines
| Pros | Cons |
| Can be placed anywhere, affordable, Suitable for Blow Molding Manufacturers. | Low production volume, not ideal from a business profitability standpoint. |
I’m looking for the cheapest extruder, are Chinese models okay?
You might want to consider Chinese models or used machines in this case.
| Pros | Cons | |
| Chinese Models | Affordable | Frequent minor failures, poor or non-existent maintenance. |
| Used Machines | Affordable | No warranty, may not come as a complete line. |
Chinese models are affordable. We bought one when we were starting our own factory, and we really struggled with it. The factory had constant stoppages and could hardly function (Note: experiences vary by manufacturer). We completely understand the pressure of starting with limited funds.
In such cases, ensure the seller provides perfect support, or ensure that your company can handle breakdowns before introducing Chinese models. It would be suicidal for a company incapable of handling its own breakdowns to purchase a Chinese model extruder.
What about used extruders?
Used machines are also affordable but come without a warranty. You need to have an eye for machinery, and a system in place to handle breakdowns in-house.
Since they’re used, the extruder might not come as a complete line with all units. You may have to piece together units from various sources to complete the line.
There are also sellers who refresh used extruders, provide warranties, and supply missing units in the line (we do this as well).
List of extruder manufacturers
High price range
- Japan Steel Works, Ltd. (Japan,https://www.jsw.co.jp/en/)
- Shibaura Machine Co., Ltd. (Japan,https://www.shibaura-machine.co.jp/en/)
- CTE Co., Ltd. (Japan,http://www.cte-japan.net/en/)
- Technovel Corporation (Japan,https://www.technovel.co.jp/en/)
- Ikegai Corporation (Japan,http://www.ikegai.co.jp/en/)
- Coperion GmbH (Germany, https://www.coperion.com/en)
- Leistritz AG (Germany, https://www.leistritz.com/en/start)
- Milacron Inc. (Germany, https://www.milacron.com/)
Medium price range
- SINO-ALLOY MACHINERY INC.(Taiwan, https://www.sinoalloy.com/en/home-2/)
- Zenix Industrial Co., Ltd.(Taiwan, https://www.zenix.com.tw/)
- POLYSTAR MACHINERY INC (Taiwan,https://www.polystarco.com/en/about_C03.html)
- Freesia Macross Corporation (Japan, http://www.freesiamacross-extruder.com/en/)
Low price range
- NANJING COWIN EXTRUSION MACHINERY CO.,LTD.
(China, https://www.cowinextrusion.com/) - STEER Engineering Pvt Ltd(India, https://www.steerworld.com/)
How to Determine the Specifications of an Extruder
I will only explain the typical auxiliary devices, as there are countless factors to consider.
| Pros | Cons | |
| Feeding Method: Hand Feed, Hopper, Belt Conveyor, Screw Conveyor, Nip Roller | No equipment required, Simplified equipment, Automatic control possible, Automatic control possible, Labour-saving for film roll | It’s dangerous, processing film is time-consuming, prone to disorganization, roll changes are necessary |
| Screw: Single-screw, Twin-screw, Long screw, Short screw | Simple structure, Good plasticizing, Enhanced plasticizing leading to high throughput, Less thermal degradation of the resin | Weak kneading, low production volume, complex structure, possibility of thermal degradation of resin, poor kneading |
| Vent (Degassing): No Vent, Vent, Vacuum Pump | Simple, Can degas, Further degassing from vent | Unable to degas, necessary to accommodate vent flow and other issues, necessary response during vent flow |
| Screen Changer: Slide Type, Dual Piston, Backflush, Laser Filter | Quick exchange possible, Strand doesn’t break, Efficiently removes small amount of foreign matter, Fully automated, filter exchange once a week | Requires manual replacement work, high price, prone to clumping, expensive |
| Pelletizer: Strand type, Hot cut type, Underwater | Reliable, Can reduce labour, Can pelletize even low viscosity resins | Labor-intensive, requires adjustment of rotating blades, price |
Though I’ve explained these quite roughly, I hope this has been helpful to everyone. If more detailed explanations are required, please contact us. We will answer as best as we can.
Choosing the Most Versatile Extruder
There may be some who have not decided on the resin to process and are unsure about which extruder to choose. For those who say, “But I want to have one at hand,” we recommend the most standard extruder that can handle any purpose. Single-screw extruder with hopper:This can handle both hard and soft materials. When the soft film doesn’t feed well into the screw, use a feeding device on the hopper.
Choosing an Extruder Manufacturer
While an extruder is a simple machine, it has profound intricacies. Especially if you’re buying for the first time, after-maintenance is critical. Quality precision, after-sales service, and price should all be considered for a comprehensive judgement.


Comment