このページは、新たに設置した押出機が立ち上がらなくて困っている方のための記事になっています。
-
- 押出機の運転ボタンを押したけど、動かなくて焦っている。
- 赤色ランプがチカチカ、運転画面(タッチパネル)にエラー表示しているわけではないけど、運転ボタンを押しても動かない。
- 運転ボタンを押して押出機が動いたと思っても、途中で停止してしまう。
そんな方が、この記事を読むことによって、押出機が動かない原因がわかり対応できるようになります。
この記事の目次
クリックすると該当箇所に移動します。
- 陥っているシチュエーションと対策
- 押出機の構成
- 押出機の原理と制御
- トラブルの対策の方針
- 押出機起動に必要な条件を調べ対応する
- インターロックの要因を調べ対応する
- 樹脂の特徴と押出機の運転管理
- フローチャートにまとめる
- まとめ
陥っているシチュエーションと対策
この記事で扱うシチュエーションと対策は以下の通りです。
シチュエーション
- エラー表示がないし、制御盤の赤ランプがチカチカしているわけではないが、運転ボタンを押しても押出機が動かない
- 運転ボタンを押して押出機が動いたと思っても、途中で停止してしまう。
※1つ目のシチュエーションは、押出機そのものに異常があるわけではなく、単に運転準備が整っていないだけという可能性が高いです。
また、2つ目のシチュエーションは押出機運転中に圧力上昇などの要因により、押出機が停止した可能性が高いです。
このような状況を「押出機運転中にインターロックがかかって停止した」といいます。
原因
- 押出機起動の準備が整っていない
- 押出機運転中にインターロックがかかった
対策
- 押出機起動の準備をする(具体的にはヒーターを起動させるなど)
- インターロックの要因を調べ、運転条件を調整する(押出機メーカーと相談しながら運転条件を調整するのが望ましい)
※「急にインターロックって言葉が出てきたな」という人もいると思います。
インターロックとは、押出機のような設備が異常状態になったときに重大事故が発生する前に強制的に止めるためのシステムのことをいいます。
なお、本記事で扱う原因は、単に機器の不具合というよりは、押出機運転という全般的な話になるので押出機メーカーと調整しながら対応を考えることになる可能性が高いです。
上記以外のシチュエーションで困っている方は以下の記事をまずは読むのをおすすめします。
では、次に押出機の構成を確認していきましょう。
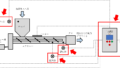
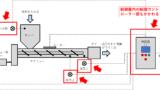
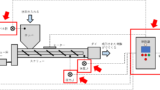
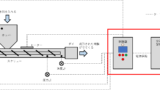
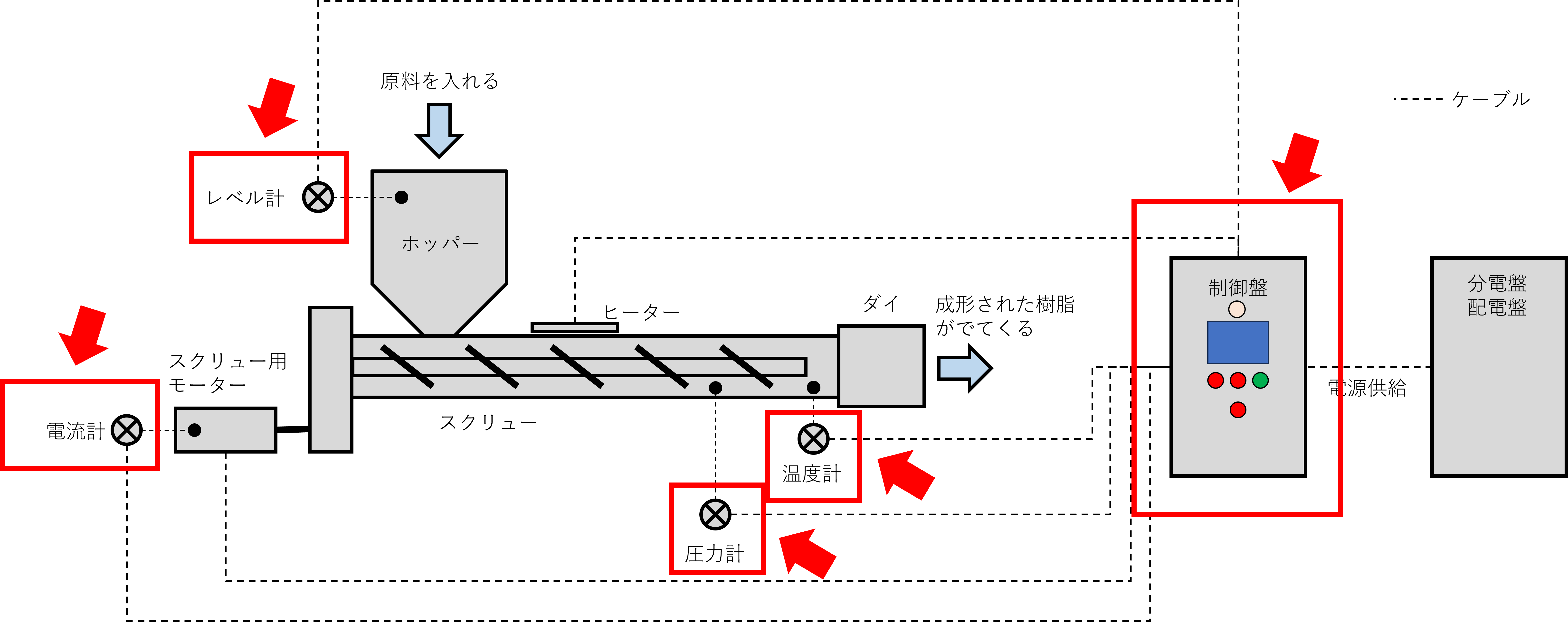
押出機の構成
トラブルの対策の方針
では、次からはトラブルの対策についてです。
具体的な対策は以下の通りです。
インターロックの具体的なイメージですが、「圧力が異常に上がって破損する前に強制的に押出機を停止する」といったものになります。
今回のシチュエーションでは、単にトラブル対策というよりは押出機の動きや各付属機器の目的を理解した上で、押出機メーカーと相談しながら進めることをおすすめします。
では、それぞれの対策について見ていきましょう。
押出機起動に必要な条件を調べ対応する
押出機を起動させるための条件は以下のようなものが考えられます。
※個々の押出機によって異なるため詳細は押出機メーカーに質問するようにしましょう。
- シリンダー(バレル)の温度が一定以上になっているか(樹脂が溶ける温度)
- 下流機器(冷却装置、引取機、巻取機、または切断機)が稼働しているか
起動に必要な条件が整っていないと機器が破損したり、そもそも生産できないため、運転ボタンを押しても押出機が運転しないように設計されていることが多いです。
そのため、「シリンダー(バレル)の温度を一定以上にヒーターで温める」ことや「下流機器が稼働させる」といった対応をすることで押出機が運転できるようになります。
それぞれ見ていきましょう。
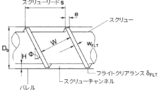
シリンダー(バレル)の温度が一定以上になっているか確認する
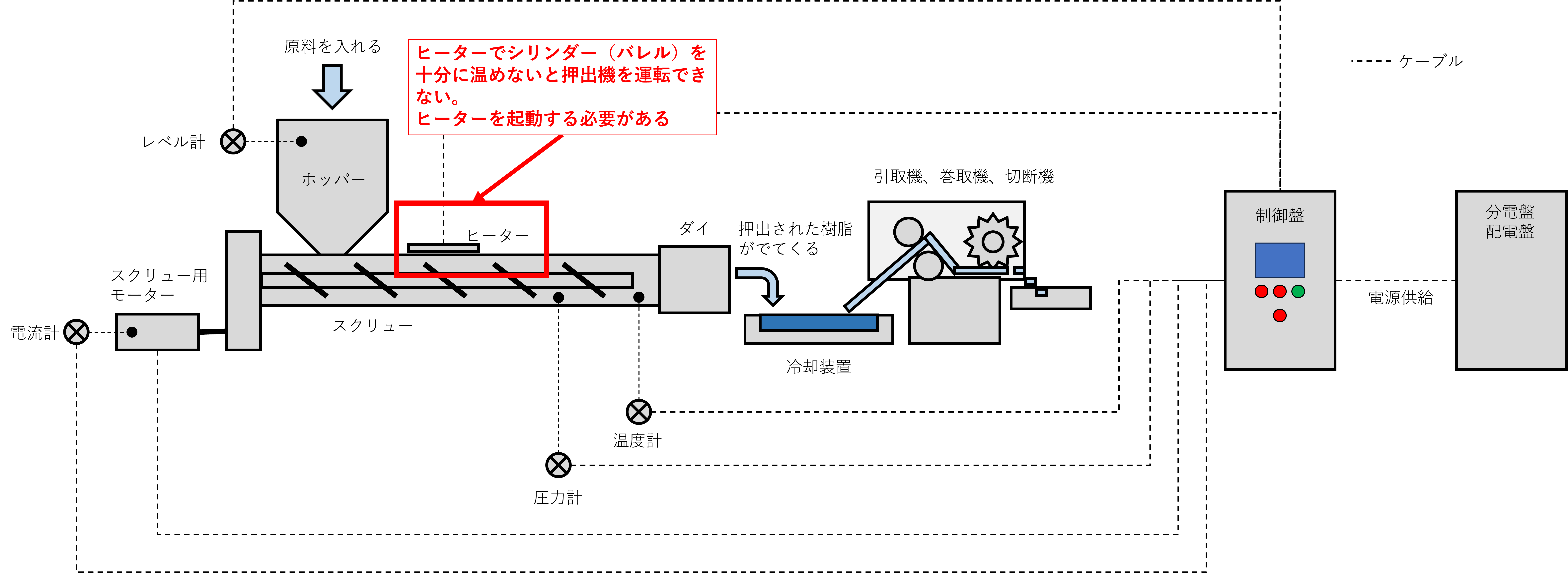
押出機は原料樹脂を溶かして、押し出します。
なので、まずはシリンダー(バレル)が一定以上の温度に到達しているか確認し、達していなかったら、ヒーターを起動させる、または、ヒーターの温度を上げるなどの対応を取りましょう。
具体的な温度は押出機によって異なるため押出機メーカーに確認が必要になります。
温まっていない場合に、押出機を回すことによる悪影響は以下のものが考えられます。
念のため認識しておきましょう。
- 原料樹脂が溶けない
- スクリュー本体の破損につながる
- スクリューの負荷が増加しスクリューを制御している機器(インバーター)に異常が生じる
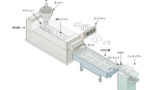
下流機器(冷却装置、引取機、巻取機、または切断機)が稼働しているか確認する
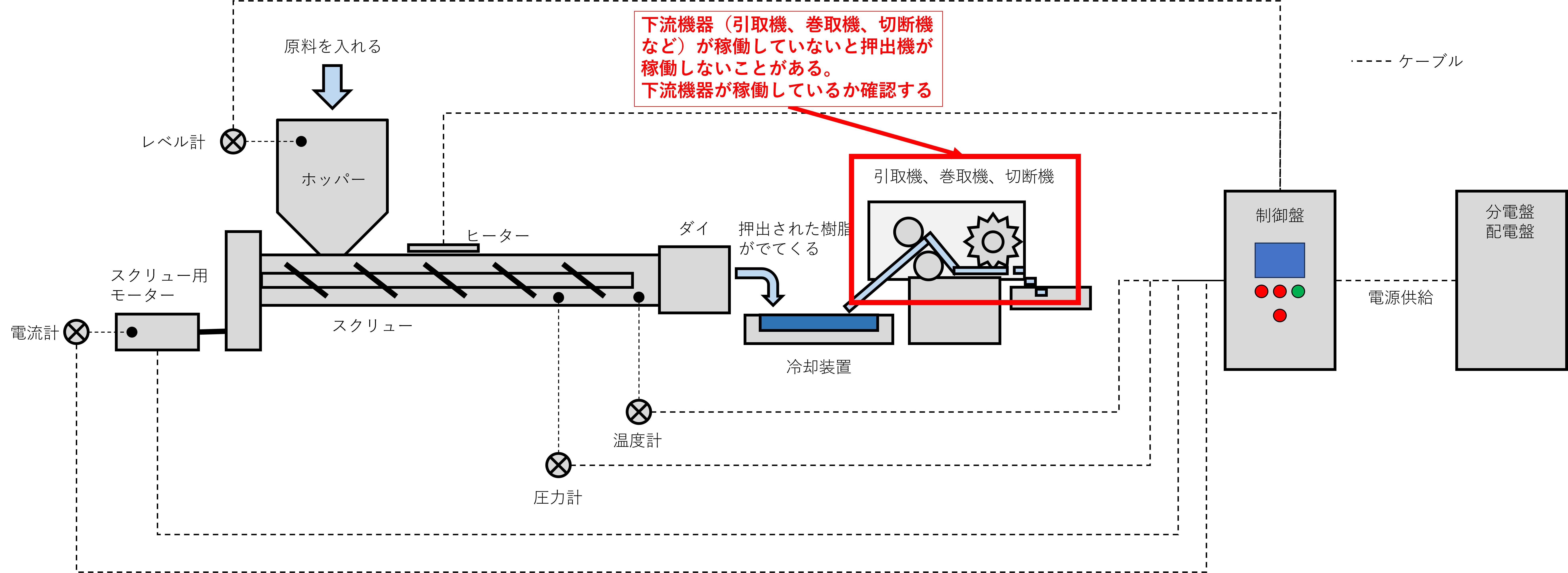
通常、溶けて押し出された原料樹脂は、ダイで成形された後に冷却、巻き取り(引取、切断もある)されて製品として完成します。
仮に、下流機器が稼働していないと高温の樹脂が処理されずにシリンダー(バレル)内にたまり機器の損傷につながります。
そのため、下流機器が稼働しているか確認しましょう。
下流機器が動いていない状態でスクリューを回転させると以下のような悪影響があります。
- 樹脂滞留による加熱しすぎによる樹脂劣化
- スクリュー本体の破損につながる
- スクリューの負荷が増加しスクリューを制御している機器(インバーター)に異常が生じる
このような悪影響があるため、下流機器が動いていない状態ではスクリューが回転しないように設計されていることが多いです。
インターロックの要因を調べ対応する
ここからは「運転ボタンを押して押出機が動いたと思っても、途中で停止してしまう」というシチュエーションへの対応になります。
押出機を安全に運転するために、一般的に以下のインターロックが設定されています。
| インターロックの要因 | 対応 |
| 樹脂圧力異常上昇 | ・樹脂温度を上げるためヒーターの温度を上げる |
| 樹脂温度異常上昇 | ・押出機のスクリューの回転数を下げる ・ヒーターの温度を下げる |
| スクリューモーター負荷異常上昇 | ・押出機のスクリューの回転数を下げる ・ヒーターの温度を上げ、樹脂の粘度を下げる |
| ペレタイザーなどの回転機扉スイッチ | ・回転機扉を閉める ・回転機扉を開けないように注意喚起する |
どの要因でインターロックがかかったのかを特定し、それぞれに対応することで押出機を継続的に運転ができるようになります。
上記表を見ると、「ヒーターの温度は上げたらいいの?下げたらいいの?」と一見矛盾した内容が記載されています。
そのような方は押出機で扱う樹脂の特徴を確認するのがおすすめです。
では、インターロックの要因についてそれぞれ見ていきましょう。
樹脂圧力異常上昇
圧力センサーは押出機内の圧力を監視し、ある一定の値を超えた場合にはインターロックが作動します。
このインターロックが働かないと、そのまま押出機内の圧力が上昇し機器の破損につながる可能性があります。
このインターロックへの対応としては、以下が考えられます。
- 樹脂温度を上げるためヒーターの温度を上げる
※樹脂温度を上げるということは樹脂の劣化要因になるので、どの程度、温度を上げるべきかは押出機メーカーと相談しましょう。
樹脂温度異常上昇
温度センサーは押出機の各部分の温度を監視し、異常な温度上昇が検出された場合にはインターロックを作動させます。
このインターロックが働かないと、そのまま押出機内の温度が上昇し機器の破損につながる可能性があります。
また、押出機内の樹脂が劣化し、最悪火災につながる可能性があります。
このインターロックへの対応としては、以下が考えられます。
- 押出機のスクリューの回転数を下げる
- ヒーターの温度を下げる
※樹脂温度を下げるということは樹脂の粘度が高くなるため、押出機スクリューの負荷が上がったり、樹脂圧が上がる懸念があります。
スクリューモーター負荷異常上昇
押出機の原料に異物が入っていたり、スクリューと容器がぶつかっていたりすると、スクリューを回転させるモーターへの負荷が上昇します。
最終的には、スクリュー本体の損傷やスクリューモーターの損傷につながる可能性があります。
そのため、スクリューモーターの負荷が一定以上になった場合には、インターロックを作動させることがあります。
このインターロックへの対応としては、以下が考えられます。
- 押出機のスクリューの回転数を下げる
- ヒーターの温度を上げ、樹脂の粘度を下げる
※スクリューの回転数を下げるということは生産量が減ることになるので生産計画の見直しが必要になることは認識しておきましょう。
ペレタイザーなどの回転機器扉スイッチ
押出機にはスクリューやペレタイザーなど回転する機器が複数あり、それらの回転する機器に手を挟まれたりすると、大怪我になってしまいます。
通常、それらの機器は容器などで囲まれているため露出していませんが、メンテナンスや構造上、容器の蓋を開けると回転部分が露出してしまいます。
押出機が止まっている時は、露出しててもあまり危なくないですが、押出機が稼働している時にそれらの蓋が開いてしまったら危険です。
そのため、回転する機器を囲っている容器の蓋が押出機運転中に開いてしまった場合、押出機を停止させるインターロックが作動します。
このインターロックへの対応としては、以下が考えられます。
- 回転機扉を閉める
- 回転機扉を開けないように注意喚起する
樹脂の特徴と押出機の運転管理
少し話は変わりますが、押出機の効率的な運転やインターロックが作動しにくい運転を計画するためには樹脂の特徴を理解する必要があります。
押出機運転の管理のためには以下の項目が重要です。
- 樹脂粘度
- 樹脂圧力
- 樹脂温度
- スクリュー生産量(回転数)及び負荷
それぞれの関係は以下の通りです。
- 樹脂粘度が高くなる→樹脂圧力が高くなる&スクリューの負荷が上がる
- 樹脂圧力が高くなる→押出機の機器が破損する
- 樹脂温度が高くなる→樹脂粘度が下がる(樹脂圧力も下がる)しかし、樹脂劣化が進む
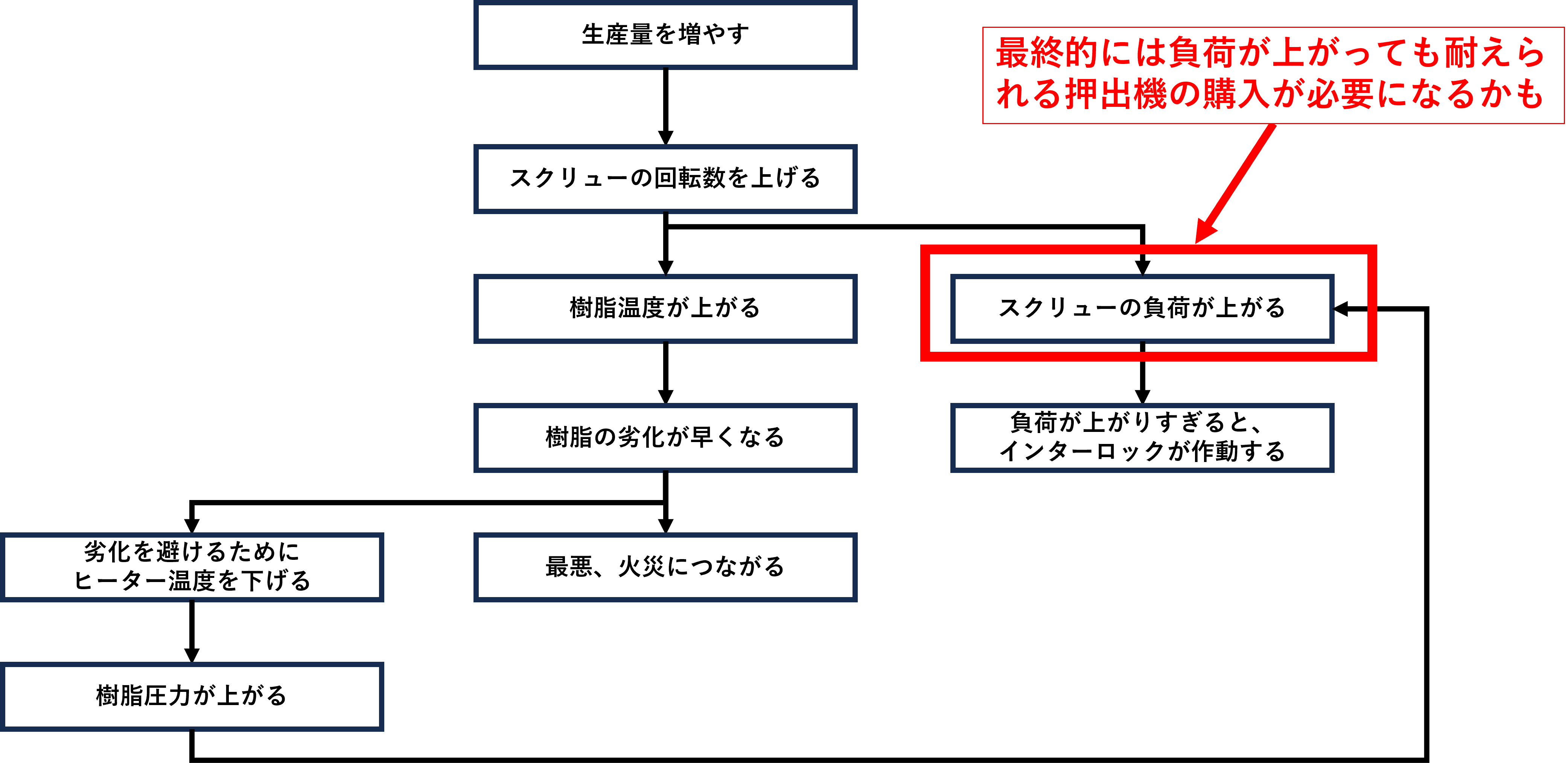
- スクリュー生産量(回転数)が増える→樹脂温度が上がる&スクリューの負荷が上がる
といったイメージで、それぞれの要素が他の要素に影響を与えているので、押出機の運転計画は総合的な判断が必要になります。
また、押出機の生産が安定してきて、仮に生産量を増やそうとなった際は以下の図のようなことを考慮する必要があります。
フローチャートにまとめる
ここまでに記載してきた内容でトラブル対応ができたとしても、今後同様のトラブルが再発することがあります。
その際に適切かつ素早く対応するために、「押出機の起動条件」「インターロックの要因」を図面で整理することが重要になります。
直感で理解できるためフローチャートという図面でまとめるのをおすすめします。
「フローチャートってどんな図面?」という人もいると思うので、順を追って説明していきます。
フローチャートとは?
早速ですが、フローチャートのイメージは以下の通りです。
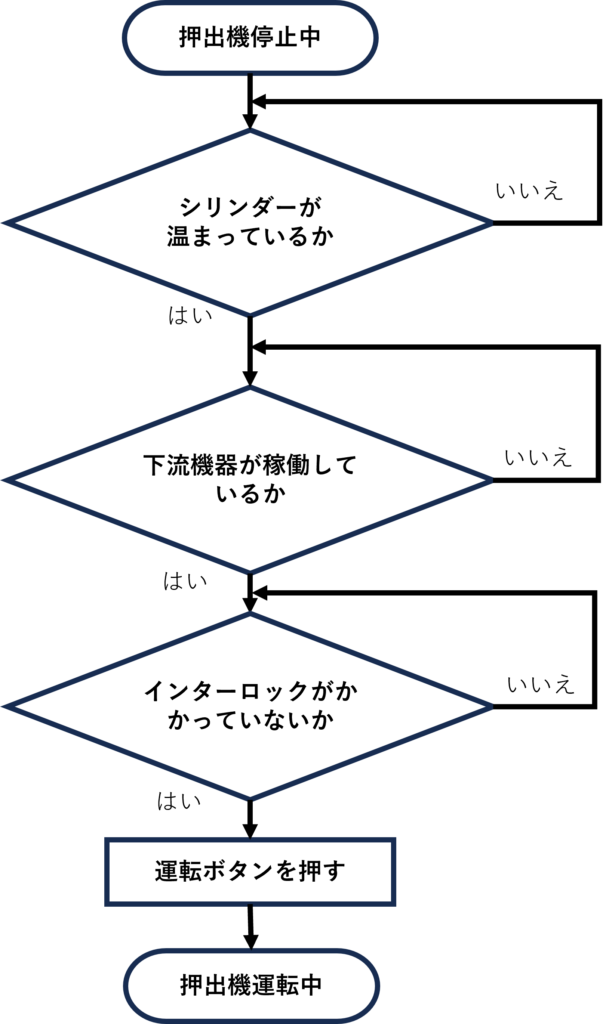
上記は、先ほどの「押出機起動に必要な条件を調べる」の章で記載した内容を例にしています。
言葉で表現すると、「スクリューが温まっていて、下流機器が稼働していて、インターロックがかかっていない状態じゃないと運転ボタンを押しても押出機は運転しない」ということを上記のフローチャートで示しています。
フローチャートを作成するにあたって色んな記号がありますが、以下の3つの記号を使うことが多いです。
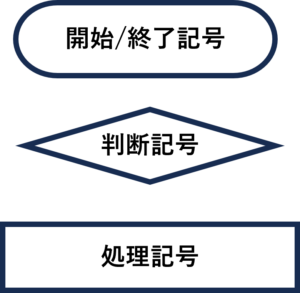
- 開始/終了記号:開始や終了するタイミングを表す記号
- 判断記号:ある条件が成立している場合を「はい」、そうでない場合を「いいえ」と表記し動作の分岐点を表す記号
- 処理記号:何かの処理がされた状態を表す記号
フローチャートの概略が分かったところで、押出機関連のフローチャートを見ていきましょう。
押出機関連のフローチャート
先ほどの「押出機起動に必要な条件を調べる」の項目と「インターロックの要因を調べる」の項目で記載した内容をもとに記載したフローチャートが以下になります。
上記は押出機停止から運転までのフローチャートです。
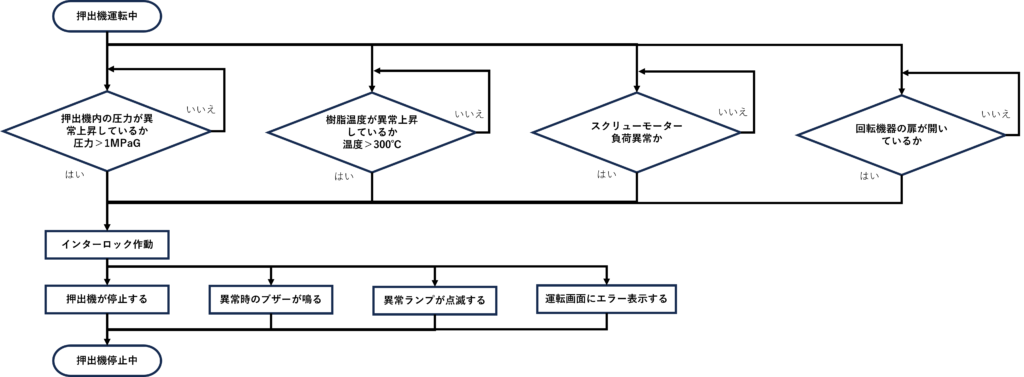
上記がインターロックのフローチャートになります。
インターロックには4つ要因があり、それぞれのどれかが該当(例えば、圧力異常上昇)した場合はインターロックが作動します。
そして、インターロックが作動したら、押出機が停止し、ブザーがなり、異常ランプが点滅して運転画面にエラーが表示されます。
なお、圧力、温度については「1MPaG(メガパスカル)」「300℃」と記載されていますが、それらの数値を設定値といい、設定値以上(または以下)の値になったらインターロックが作動するという意味です。
具体的には、「押出機の圧力が1MPaG以上になったらインターロックが作動する」といったイメージです。
フローチャートのメリットとは?
このフローチャートで押出機の動作をまとめておくと、以下のようなメリットがあります。
- トラブル発生時に素早く対応できるようになる
- 仮に担当者が不在でも他の人が対応できる
- 担当者が変わった際にもフローチャートという形で押出機の動きを記録しているため引き継ぎを正確かつ素早くできる
- 押出機メーカーとのコミュニケーションが円滑になる
上記のようなメリットがあるのでフローチャートを作成し、新たなトラブルがあった際には更新するようにしましょう。
まとめ
「運転ボタンを押しても押出機が動かない」や「運転ボタンを押して押出機が動いたと思っても、途中で停止してしまう」時のトラブルについて説明しました。
本シチュエーションは設備のトラブルというよりは、押出機全体にかかわるトラブルです。
ここの設備の理解だけでは対応できないため、押出機の原理、運転方法などを理解し対応する必要があります。
また、押出機の起動条件、インターロック作動条件を事前に確認し、フローチャートという形で整理することで、トラブルを未然に防ぐことができ、トラブル時にはすぐに対応できるようになります。
今は問題なく動いていても、今後トラブルが発生する可能性もあります。
その時のために、この記事をお気に入りなどに保存してトラブルが発生した時にすぐに対応がとれるようにすることをおすすめします。