はじめに
この記事では吐出量の計算式の紹介から始めて、吐出量を上げる方法としてスクリュー回転数を上げることや異物除去など、具体的な手法を解説します。また既存押出機と新規押出機導入の両方において、吐出量を上げたい際に見るべきポイント、吐出量を上げる際に注意すべきポイントも紹介しています。
押出機の新規導入を検討している方だけでなく、既存押出機の吐出量で悩む方にも役立ちますので是非ご覧になってください。
押出機吐出量の計算式
押出機からの吐出量は下記式で計算可能です。

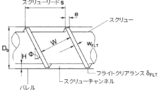
| 記号 | 単位 | 項目 |
| G | kg/h | 吐出量 |
| H | m | フィードゾーン深長 |
| N | rpm | スクリュー回転数 |
| s | m | スクリューリード |
| W | m | チャンネル幅 |
| WFLT | m | スクリューフライト幅 |
| ρo | kg/m3 | 投入原料嵩密度 |
| ηF | – | 搬送効率 |
| Φ | – | フライト角度 |
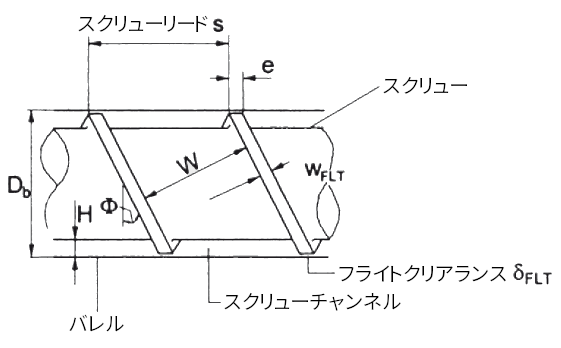
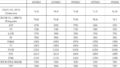
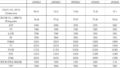
表. 各プラスチックにおける搬送効率η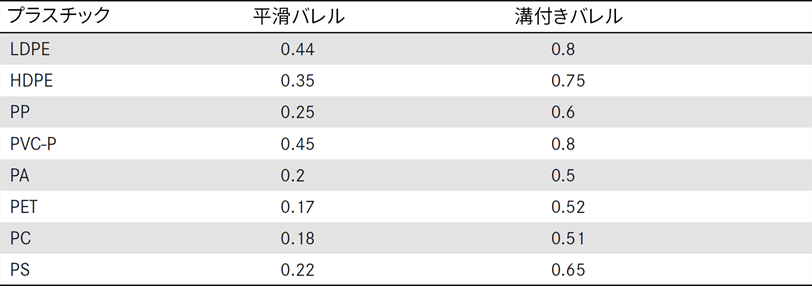
ただし実際の吐出量は樹脂MFRなど諸条件にも相関があるためあくまで参考値としてください。
またここで定義する搬送効率ηFは、固体プラスチックとスクリューの間に摩擦がないと仮定した場合に、実際の押出速度と理論上の最大押出速度との間の比率を意味します。実際の搬送効率はプラスチックの種類、嵩密度、バレル温度、プラスチック、バレル、スクリュー間の摩擦に依存することを留意しましょう。
計算例
試しにLDPEを平滑バレルで処理する際の吐出量を下記条件で計算してみましょう。
| 記号 | 単位 | 項目 | 例値 |
| Db | m | バレル直径 | 30 |
| G | kg/h | 吐出量 | – |
| H | m | フィードゾーン深長 | 5mm |
| N | rpm | スクリュー回転数 | 250rpm |
| s | m | スクリューリード | 30mm |
| W | m | チャンネル幅 | 28.6mm |
| WFLT | m | スクリューフライト幅 | 3mm |
| ρo | kg/m3 | 投入原料嵩密度 | 800 kg/m3 |
| ηF | – | 搬送効率 | 0.44 |
| Φ | – | フライト角度 | – |

実際に計算する際のスクリュー設計値は、押出機メーカーに問い合わせして確認しましょう。
計算式引用
Natti S. Rao, Nick R. Schott, Understanding Plastics Engineering Calculations, Carl Hanser Verlag GmbH & Co. KG, 2012,
押出機の吐出量を決める要因
押出機の吐出量は下記のようなプロセス要因によって制限されます。
- 押出機の能力。溶融能力およびモーター出力の制限。
- 下流側の冷却能力。プラスチックと冷却媒体間の熱伝達による制限。
- 押出物を操作する能力。押出後の成形、ワインダー能力など。
- ダイ性能。ストレス、圧力速度、温度。
- プラスチックレオロジー特性。
- スペース制限。スペース不足で冷却装置を増やせないなど。
ただし冷却機械は押出機に比べて比較的安価なため、冷却能力によって吐出量が制限されることは少ないです。
既存押出機で吐出量を上げる方法
スクリューの回転数を上げる
単純ですがスクリューの回転数を増やせばプラスチック輸送量も増えるので吐出量は上がります。
例えば計算例の条件でスクリュー回転数を変えた場合、吐出量は下記のように変化します。
| スクリュー回転数 | 回転数増加比率 | 吐出量 | 吐出量増加比率 |
| 250rpm | 1.0 | 50.5 kg/h | 1.00 |
| 275rpm | 1.1 | 55.7 kg/h | 1.10 |
| 300rpm | 1.2 | 60.8 kg/h | 1.20 |
| 325rpm | 1.3 | 65.9 kg/h | 1.30 |
上記表と計算式の記号を見ても分かるように、回転数の増加比率と吐出量の増加比率は一致します。しかし吐出量を上げるために回転量はただ増やせばいいというわけではありません。
まずスクリューモーターのパワーが回転抵抗に負けない能力を持っているか確認する必要があります。
またプラスチックの押出速度が上がるため、混練度が低下する場合や押出機の各プロセス能力が足りずに製品品質が悪化する恐れもあります。
もしスクリューの回転数を増やしてから製品品質が悪化した場合、プラスチックの溶融が十分行われているか、下流の冷却能力は十分足りているかなどチェックしましょう。溶融不足を補おうとヒーター温度を上げすぎるとプラスチックが焦げてしまいますので、調整の際は注意しておこなってください。
粘度を最適化する
プラスチック粘度が高すぎても低すぎても吐出量は低下してしまいます。
粘度が高すぎる場合:スクリューやダイとの抵抗が大きくなりすぎて送り出しがうまくいかない。
粘度が低すぎる場合:スクリューとうまく噛み合わず送り出しがうまくいかない。
押出機のヒーター温度を対象プラスチックに合う値に設定し、吐出量の増加を図りましょう。
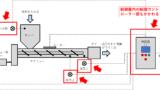
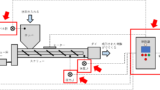
脱気を促す
原料プラスチックに揮発成分が入っていると、ヒーター部分でガス化してしまいプラスチック輸送スペースを奪うことで吐出量が落ち込みます。またガスの発生は製品の発泡を引き起こすため不良品が増えてしまいます。以下の方法で吐出量の改善が見込めます。
- 真空ポンプを使って脱気を促す。
- 押出機を2段式にして開放部で脱気を促す。
- 新規購入の場合は押出機のベント口が多くある製品を選ぶ
異物を取り除く
原料プラスチック以外のもの、例えば融点が高いプラスチックや金属異物等が入っているとダイス部やスクリューとバレルの間で詰まり吐出量が落ちることがあります。目的のある添加剤以外は押出機に投入されないように、原料の検査体制を整えることで異物混入確率を下げることができます。
もし異物混入の検査体制を整えるのが難しい、検査しても異物除去が難しいと感じる場合はレーザーフィルターという下記商品をおすすめしています。押出機の途中に設置することで、原料プラスチックに含まれる融点が高いプラスチックや、金属類、紙といった異物類を自動で除去することが可能です。
レーザーフィルターについて詳細はこちらの記事を御覧ください。
スクリューデザインをプラスチックに合った仕様にする
押出機には各プラスチックに最適なスクリュー流路深さ、螺旋角度、溶融温度があります。運転条件を調整することで当初の目的外のプラスチックを処理することもできますが、専用デザインされたスクリューの吐出量には及びません。
一時的な対応であれば仕方ないですが、使用する原料プラスチックが常時変わってしまうようであれば、スクリューデザインの変更で吐出量が増えそうか押出機メーカーに一度相談してみましょう。
新規購入の場合はコストとスペースに余裕があればプラスチック毎に専用の押出機を準備することをおすすめいたします。
新規押出機で吐出量を上げる方法

スクリューを太くする
バレル部の容積が増えればその分押し出すプラスチック量も増えます。例えば計算例の条件でバレル直径を変えた場合、吐出量は下記のように変化します。
| バレル直径 | 直径増加比率 | 吐出量 | 吐出量増加比率 |
| 30mm | 1.00 | 50.5 kg/h | 1.00 |
| 40mm | 1.33 | 73.4 kg/h | 1.45 |
| 50mm | 1.67 | 96.9 kg/h | 1.92 |
| 60mm | 2.00 | 119.7 kg/h | 2.37 |
ただし製品品質を安定させるためにはプラスチック供給量を一定に保つ必要があるため、原料調達、製品販路と合わせて計画を行いましょう。
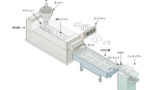
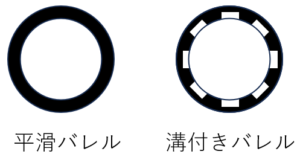
溝付きバレルにする
溝部分にもプラスチックが入るため、平滑バレルに比べ吐出量が増えます。
ただし溝付きバレルの下記特製が原料プラスチックに合っているか確認する必要があります。
溝付きバレルの注意点
- 摩擦係数の低い材料に適しています。
- かさ密度の変動に吐出量が敏感に反応するため通常は顆粒でのみ使用可能です。
(リサイクル材料なし、エッジトリミングなしなど)。 - PE および PP用に開発されたため、現在でも主にこの材料での使用が主流です。
- 非常に硬い材料の加工は条件付きで可能であり、特別な経験が必要です。
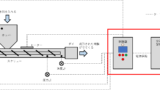
スクリュー長を長くする
スクリュー長を長くする理由は、予備加熱を十分行うことで圧縮部でのプラスチック溶融をスムーズにするためです。原料プラスチックはホッパーから供給された後に供給部で予熱され、次の圧縮部で溶融されスクリューでダイまで送り出されます。
予備加熱の重要性
- 予備加熱が十分な場合
圧縮部でプラスチックがスムーズに溶け吐出量も安定します - 予備加熱が不十分な場合
圧縮部でプラスチックが溶けるまで時間を要して滞留し、吐出量が不安定になることもあります。
スクリュー長を長くすることで予備加熱時間を十分取りやすくなるため、結果として吐出量が増加します。一方でスクリューの谷径が浅く熱伝導が良い場合はスクリューが短くとも十分な予熱が可能な場合もあります。
吐出量を上げる際に気をつけること
せん断速度を計算し、せん断熱がかかりすぎないようにする
スクリューの回転数を増やして吐出量を上げようとする場合、せん断熱によりヒーター以外の要因でプラスチックの温度が上がり製品品質が変わる恐れがあります。
既存押出機器での運用だけでなく、スケールアップやリプレースでも運用条件を揃えるための一要素としてせん断速度が一定に保たれるよう計算をします。
せん断速度の計算方法
押出機のスクリューチャンネルにおけるせん断速度γは下記式で計算できます。
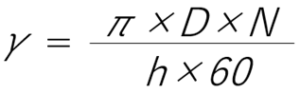
| 記号 | 単位 | 項目 |
| D | m | スクリュー直径 |
| h | m | チャンネル深さ |
| N | rpm | スクリュー回転数 |
| γ | sec-1 | スクリューチャンネルにおけるせん断速度 |
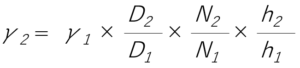
既存押出機のせん断速度を別押出機に適応する場合は下記式で計算可能です。
右下番号が1は既存押出機の値、2は別押出機の値です。
下流側の機器能力や運用に問題がないことを確認する
ダイからの吐出量を問題なく上げられたとして、ここより先の製品冷却能力や輸送能力が不足していれば意味がありません。
製品品質に影響を及ぼさない範囲で下げられる水温最低値は何度か、適切水温での冷却水量はもっと増やせるのか、製品輸送用ブロアー用の能力は足りているか、貯留タンクからの搬出や各オペレーションタクトタイムに支障はないかなど、吐出量を上げる前に確認しておくことは色々とあります。
現場で実際に動かしてからの確認作業は原材料ロスが多く発生する可能性が高いため、事前に計画を練ることをおすすめしています。
リサイクル事業者におすすめの押出機

プラスチックリサイクルビジネス目的には、弊社では台湾のPOLYSTAR製押出機をおすすめしています。価格面、カスタマイズ対応で優れており、吐出量を上げたい場合の解決策になる可能性が高いです。
価格面
ヨーロッパ製に劣らない最新技術を搭載していながらヨーロッパ製よりかなり安い値段で手に入れることが可能です。具体的にはヨーロッパ製の約半額です。そのため予算に余裕ができ、プラスチック毎に専用押出機を設置することも可能となります。
ヨーロッパ製は非常に品質に優れており誰も文句の付け所がない機械ですが、唯一の弱点は手が届きにくい値段であり非常に高価なものになっています。
リサイクルのようなコツコツと稼がなくてはならない事業でイニシャルコストが高額になりますと、投資資金の回収に長い時間がかかってしまいます。
POLYSTAR製押出機の品質はヨーロッパ製のだいたい80%程度の性能生産の能力です。機械の精度はヨーロッパ製の80%とお考え下さいとよく説明しています。
その八掛け程度の機械がヨーロッパ製の半分以下の価格で入手することができるということです。ここに価値を見出していただいた方に多くご購入をいただいています。
カスタマイズに応えてくれる
POLYSTARは様々なタイプのルーダーを揃えており、それぞれについてユーザーの要望をヒアリングし、用途を把握したうえで最適な設計、デザインを提供します。
お客様がどのような再生樹脂を販売したいのか丁寧にヒアリングを行い、ルーダーの仕様をお客様に合わせて設計する対応が可能です。
押出機の吐出量を上げるで取り上げたような吐出量を上げるための設計変更にも柔軟に対応いたします。
| 設計時の確認項目例 | 回答 |
| PPかPEか、あるいは両方か | ダイスのデザインなどを変更して対応します。 |
| 印刷はあるか、ないか | 脱ガスのため、ベントを二つにするか、フィルターの配置を変更するか、二段式にするか、などを検討します。 |
| 水分はあるか、ないか | カッターコンパクターのサイズ、温度設定などをカスタマイズします。 |
| 異物はあるか、ないか | 異物が多い場合は連続式の異物除去装置(フィルター)を使うかどうかを検討します。 |
| スペースはどれくらいあるか | 限られたスペースにどのように設置するか、カスタマイズできます。 |
| 作業者を少なくしたいか(省力化) | 省力化、省人化のためのアドバイスをしてカスタマイズします。 |
| 電気代を安くしたいか (省エネモーター) |
省エネモーターを選択することも可能です。 |
そのほか、状況や要望に応じてカスタマイズのご相談させていただきます。POLYSTARはユーザーの貴社の要望(スペース、仕様、付属設備など)に最大限お応えします。