
.png)

押出機の選び方完全ガイド
押出機を購入してペレット加工ビジネスを始めようか、、、
「でも、自社がやろうとしているビジネスに適した押出機はどう選べばいいのかな、、、」
「海外製でも大丈夫なのだろうか、、、」
などの不安は尽きません。
選び方のポイントについて書く前に、弊社がこの記事をどういう立場で書いているのか簡単に申し上げると、
|
再生ペレットのプロ
弊社はプラスチックリサイクルの再生ペレット材料の売買が本業です。製造したペレットはマーケットで販売が上手くいってこそ成功です。
再生ペレットがしっかりマーケットで受け入れられることを踏まえた上で記事を書いています。 一般的に、機械の販売会社は再生原料の市場動向については浅い知識のみで機械を販売しているケースがほとんどです。
自社工場で再生ペレットを製造経験あり
多くの機械販売会社は自社で再生ペレットを製造した経験がなく機械を販売しています。弊社は、自社で機械を導入して再生ペレットを製造していた経験(特に失敗体験)があり、プロセスを良く理解しています。
再生ペレット加工工場の辛い部分も自社で経験しているので、「機械を買いさえすれば儲かります」とは申し上げません。 経験を基に、これを読む皆さんが失敗を少しでも避けれるようにしたいと願っています。スクラップ材料選定の超初期段階からの考え方を記していきます。
要は、機械メーカーや販売サイドのみの立場で本記事を書いているのではないということをご理解いただければと思います。 そして、、、 機械にもメリットとデメリットが必ずありますので、それも併せて示していきたいと思います。
参考記事:サージングの原因と対策についての記事はこちら
ベントアップの原因と対策についての記事はこちら
ストランドカットとホットカットの違いとは?
1. 【基礎】押出機とは?構造と仕組みをサクッと解説
-
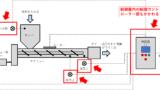
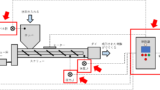
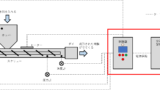
全体像: 押出機とは、プラスチックやゴム、金属、食品素材など様々な素材を連続的にシリンダー内で熱で溶融します。回転するスクリューで混錬しながら、それを末端のダイスから金型に連続的に押出して加工する機器です。ダイスの先端の金型から目的(ペレット、フィルム、シート、板、ほか)に応じて押し出し、冷却して成型します。
-
主要ユニット
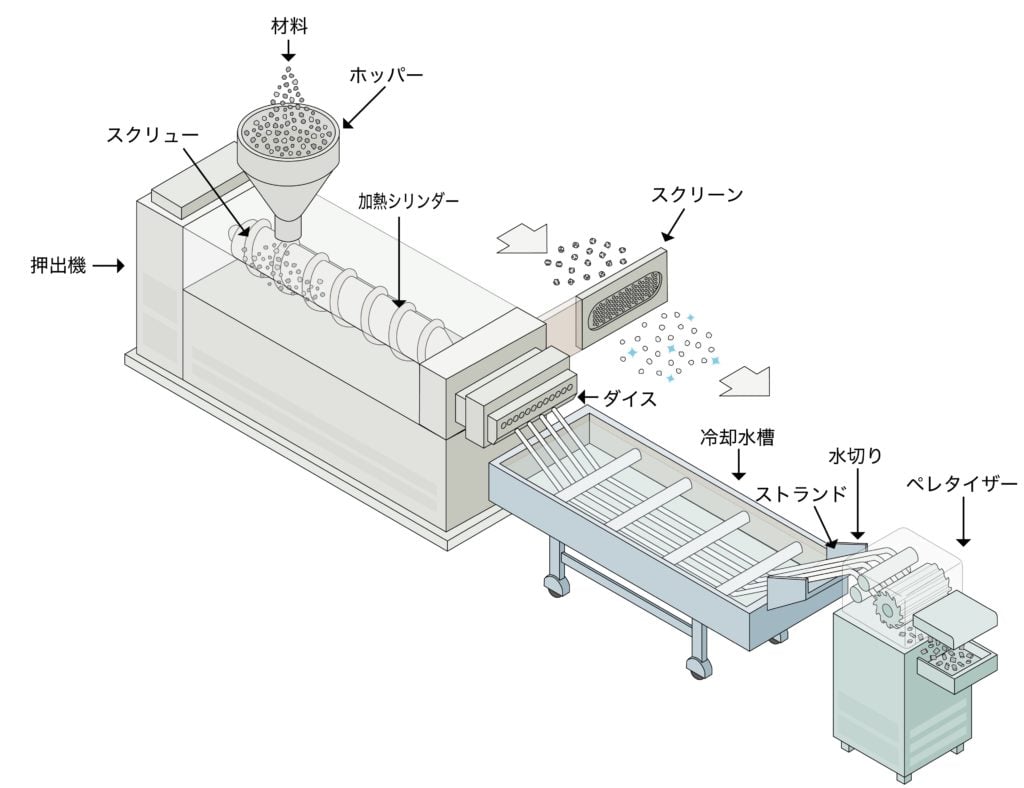
- ホッパー:材料を貯留し、スクリューに供給します
- スクリュー:回転して樹脂を溶融しながらダイス方向の前方に押し出します
- シリンダー:シリンダーを加熱して樹脂を溶融し、スクリューはこの中で回転します
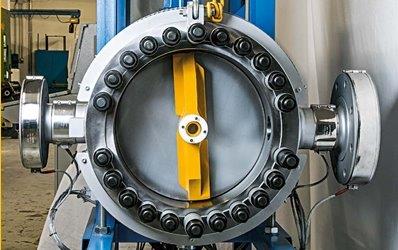
- スクリーン:樹脂に混ざった異物を除去します
- ダイス:シリンダーの最後にあり、溶融した樹脂を押し出します
- 冷却水槽:溶融した樹脂を冷却します
- ペレタイザー:冷却されたスパゲッティ状の樹脂をカッティングします(ストランド方式の場合)
2. 押出機の選び方:5つの最重要チェックポイント
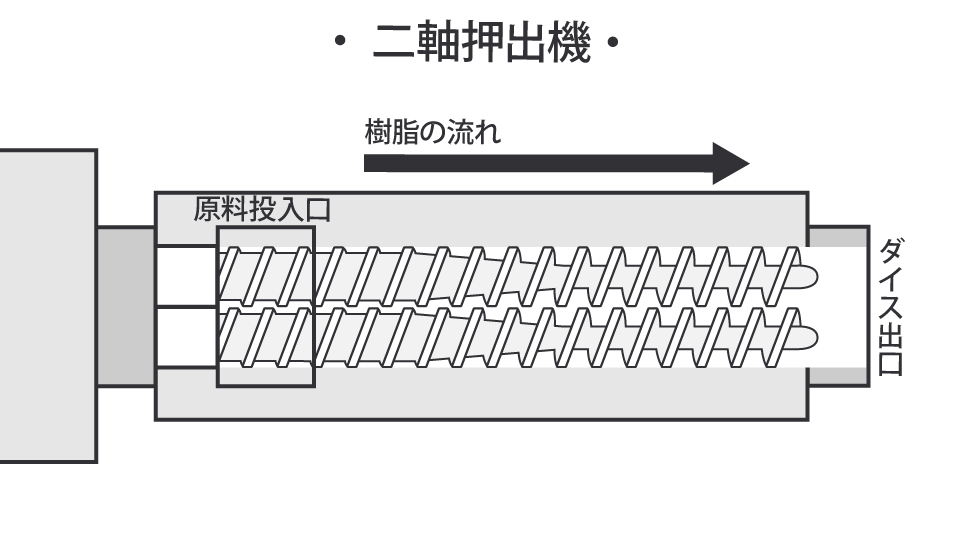
2-1. 「一軸」か「二軸」かを選ぶ
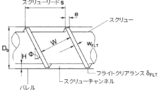
かなり大雑把な分け方をすると一軸と二軸に分かれます。 一軸はスクリューが一本、二軸はスクリューが二本です。 一軸押出機は単軸押出機とも呼ばれます。 スクリュー表面処理は耐摩耗の窒化処理やメッキ加工されます。
スクリューの回転速度は樹脂の溶融温度や状態によりインバータで回転速度を手動式で調整します。 スクリューがシリンダー内で回転することで、樹脂は溶融しながら混練されます。そしてスクリューの回転により溶融された樹脂は圧力でダイスから押し出されます。 製造するペレットの種類が素通し(スクラップからペレット加工するだけ)か、良く混錬する必要があるかで変わります。
-
一軸: 低コスト、汎用性、構造がシンプル(リサイクルに最適)。

-
二軸: 強力な混練、改質、添加剤の混合向き。
-
比較表
項目 一軸押出機 二軸押出機 混練性能 中 高 処理可能材料 限定的 多様 設備コスト 低 中〜高 メンテナンス性 高 中 用途別適性 単純成形 コンパウンド・リサイクル・特殊用途
2-2. 加工する「樹脂の状態」から仕様を選ぶ
粉砕品の場合
スクラップの前処理で一番一般的な前処理は粉砕ですが、粉砕(前処理)が既に済んでいる場合についてです。
大きく分けて、硬質プラスチックと軟質プラスチック(フィルム系)に分けて考えます。この場合は、投入方法だけについて考えていきます。
硬質プラスチックの場合
ホッパー付きの一軸押出機で良いでしょう
粉砕がすでにされているので、ホッパーからの投入で十分です。

軟質プラスチックの場合
ホッパー付き一軸押出機で加工するなら、、、
粉砕がされている軟質フィルムについてフィルムをスクリューに供給する押し込み装置が必要です。
成型品やフィルムのままの場合(未粉砕) 未粉砕の場合は、ホッパーでの投入ができません。したがって、前処理のために粉砕機を別途買う必要があります。
カッターコンパクター付き押出機
近年では、軟質系のフィルムの用途にはコンパクター付きペレット製造装置を選択することが主流になってきました。
カッターコンパクターは、加工の最適条件が満たされた時には、大きな生産性向上の効果があります。
前処理されていないフィルムの場合はこのタイプが一番作業者も少なく、生産量も多くできるでしょう。
参考 ⇒ホッパー付き一軸についてはこちら
⇒カッターコンパクター付きについてはこちら
⇒前処理不要でそのまま投入できる押出機の記事はこちら
2-3. 「必要な生産量(吐出量)」からサイズを選ぶ
生産量は、一軸でも二軸でも、スクリューの直径の太さで選ぶことになります。 生産量は、プロジェクトの収支に大きく関わってきます。 自社が集めることができるスクラップの数量や、製造したペレットの販売のしやすさ、工場の稼働時間などによって、総合的に判断します。
以下に、一軸の直径と押出量の参考値を掲載しておきます。条件は、樹脂はLDPEで、汚れや水分などがない状態のスクラップを投入した場合の生産量です。 ※後述しますが、スクラップに異物や水濡れがあると生産量は落ちます。
-
スクリュー径と生産量の目安表(一軸押出機の場合)
スクリュー直径(mm) 65 85 100 120 150 165 180 生産量 80-120 Kg/hr 100~180 kg/hr 200~300 kg/hr 300~450 kg/hr 450~700 kg/hr 700~900 kg/hr 900~1100 kg/hr
2-4. 「省力化・自動化」のレベルを選ぶ
-
材料の自動化(ベルトコンベア、ニップローラー)。
-
フィルター交換の自動化(レーザーフィルターの紹介)。
2-5. 「メーカー」と「アフターサービス」で選ぶ
-
日本・台湾・中国製の特徴(価格 vs 信頼性)。
-
最重要: 「部品供給のスピード」と「国内メンテナンスの有無」。
2-6 仕様の決め方まとめ一覧表
| メリット | デメリット | |
| 供給方法 手による供給 ホッパー 【参考記事】ベルトコンベア スクリューコンベア ニップローラー |
設備が不要 設備が簡易 自動制御できる 自動制御できる フィルムロール省力化 | 危険 フィルムに弱い 散らかりやすい ロールの付け替えは必要 |
| スクリュー 一軸 二軸 【参考記事】長いスクリュー 短いスクリュー |
構造がシンプル 練りが良い 練りが良くなり、処理能力(吐出)高い 樹脂の熱による劣化が少ない | 練りが弱い、生産量少 構造が複雑 樹脂の熱劣化が起こる可能性 練りがよくない |
| ベント(脱気口) ノーベント 【参考記事】ベント付き 真空ポンプ |
シンプル 脱気ができる ベントから更に脱気できる | 脱気できない ベントアップなどの対応が必要 ベントアップ時対応が必要 |
| スクリーンチェンジャー スライドタイプ 【参考記事】デュアルピストン バックフラッシュ レーザーフィルター |
素早く交換できる ストランドが切れない 少量の異物を効率的に除去 完全無人化、フィルター交換は週一回 | 人による交換作業が必要 人による交換作業が必要 価格が高く、ダンゴが多く発生 価格が高い |
| ペレタイザー ストランド方式 【参考記事】ホットカット方式 アンダーウォーター |
信頼性が高い 省人化できる 低粘度の樹脂でもペレット化 | 人手がかかる 回転刃の調整が必要 価格 |
3.素材の状態による仕様の選定方法
素材の状態により、押出機の仕様は少しづつ選定方法が変わります。
3-1.不織布の場合
粉砕機一体型押出機 まだ日本ではそれほど普及していませんが、前処理なしで再生ペレット加が可能です。 参考:粉砕機一体型押出機

3-2.スクラップが汚れている場合
汚れているスクラップは、前処理として洗浄する必要があります。洗浄後については、上記のスクラップの状態によって選定すればOKです。
参考記事:廃プラスチックの洗浄についての記事
硬質プラスチックを洗浄後にどう加工するか
硬質プラスチックの場合は、遠心分離機で脱水すればほとんどの場合、そのまま押出機に投入して加工できます。
遠心分離機による脱水は、洗浄後の粉砕品が高速で回転するブレードに当たると、衝撃で水分が飛びます。
参考記事:脱水機についての記事
軟質フィルムを洗浄後にどう加工するか(濡れている場合)
軟質フィルムは洗浄後に水分が20%ほど残留します。これを押出機に投入可能な水分率3%以下にする必要があります。以下の参考記事をご覧ください。
洗浄後には、乾燥工程の必要もあることを忘れないようにしましょう。
3-3.異物がある場合
スクリーンフィルターという網で異物を除去する機能がついてます。しかし、異物(異樹脂、金属、木、ほこり、砂、紙、ほか)が多すぎると、フィルターを交換するサイクルが短くなり、作業効率が悪くなります。
スクリーンフィルターには異物の混入状況や割合により適したタイプを選定する必要があります。
| 異物の状況 | メリット | |
| スライドタイプ | 工業端材で異物が少ない場合で、人手による交換 | シンプルでコスト安い |
| デュアルピストン | 工業端材で異物が少ない場合で、人手による交換 | シンプルでコスト安い |
| バックフラッシュ | 異物の割合が1%程度まで、省力化可能 | 省力化が可能だが高い |
| レーザーフィルター | 異物の割合が3-5%程度まで、完全無人化可能 | 完全自動化できロス率も低い |
特に、金属が混入すると機械内部、スクリューやシリンダーの内壁を傷つけてしまうので、大きな故障に繋がります。金属の混入の可能性がある場合は金属探知機を設置します。
参考記事:4タイプのスクリーンチェンジャーの更に詳しい情報
レーザーフィルター導入事例
4.省力化・省人化のための仕様選び
人手不足のなか、省力化、合理化できる設備を購入する事業者が増えています。
ニップローラー
フィルム供給の省力化・省人化になります。
フィルムのロールを自動で巻き取って供給します。

スクリューコンベア
粉砕品の供給を自動制御するので、作業者を減らせます

粉砕機一体型押出機
粉砕の前工程を省略して、粉砕と押出を一機通貫で行います。
大幅な省力化が可能です。
軟質フィルムと硬質プラスチックの両方に対応できる対応力も魅力です。
レーザーフィルター
異物が多いスクラップを加工する際、スクリーンの交換作業が人手によるものであると、10-20分毎にフィルター交換作業をしなくてはならず、生産性が著しく落ちます。
レーザーフィルターで異物を除去するフィルター交換作業を無人化できます。
定量供給機能付きタンク
粉砕した材料をフレコンなどで供給しますと、以下の作業が発生します。
・粉砕機から粉砕物をフレコンに詰める作業
・そのフレコンを別の場所で保管のために移動させる作業
・材料を使用するときにフレコンを取りに行く作業
・フレコンを取り付ける作業
上記のような手間を、
粉砕機 → タンク → 定量供給 → 押出機
という無人の工程にして大幅な省力化を図ることができる定量供給機能がついたタンクがあります。
5. 【樹脂別】最適な押出機タイプの推奨パターン
-
PP/PEフィルム(端材・ロール): カッターコンパクター一体型(Repro-Flex等)
-
PETボトルフレーク: 除湿・乾燥・粘度維持に強い専用機
-
発泡スチロール(EPS): 破砕・溶融一体型の省スペース機
-
異物・汚れが多い樹脂: 強力なバックフラッシュorレーザーフィルター搭載機
6. 失敗しないための「付帯装置」選定ガイド
6-1.スクリーンチェンジャー: スライド式 vs デュアルピストン
スクリーンチェンジャーは、押出機でプラスチック原料から不純物を取り除く重要なフィルタ装置です。フィルタ部のスクリーンを適切に交換・管理することで、原料の品質向上や加工効率向上につながります。選び方の基本は「加工する材料の汚れ具合・生産の連続性・手間やコストの許容範囲」を基準に、適したタイプを選定することです。
代表的なタイプは以下の4種類です:
-
プレート(古典的)タイプ
シンプルで低コスト。バージン材や比較的クリーンな材料に適します。圧力計などで目詰まりを確認しながら交換します。 -
デュアルピストンタイプ
円柱状のフィルタを持ち、樹脂ダンゴの発生が少なく、フィルタ面積が広いため網交換頻度が低め。切れやすいストランドへの対応も有利です。 -
バックフラッシュ(逆洗浄)タイプ
樹脂流れを逆方向にして自動的に異物を排出する仕組み。頻繁な交換が不要で、作業効率が向上しますが、異物が多い場合は運転効率が落ちることがあります。 -
レーザーフィルター
高精度な穴あきプレートで、連続運転や高汚れ材料の処理に適します。交換頻度が低く作業負担が軽減できますが、初期投資が高くなる傾向があります。📊 スクリーンチェンジャー比較表(選び方視点)
タイプ 連続運転 異物対応 交換頻度 適用例 プレート(平板) ❌ △ 高 バージン原料加工 デュアルピストン ○ ○ 中 中・高生産ライン バックフラッシュ ◎ ○〜◎ 低 連続生産・自動除去 レーザーフィルター ◎ ◎ 非常に低
選択時は、処理材料の汚れ度合い、作業効率・コスト、連続運転の要否を比較し、最適なタイプを判断します。
6-2.ペレタイザー: ストランド方式(安定) vs ホットカット方式(省人化)
7. プロはここを見る!失敗例から学ぶ注意点
-
失敗例1: 「安さだけで中国製を買い、部品が届かず半年止まった」。
-
失敗例2: 「フィルム用にホッパー型を買い、食い込みが悪くて生産性が上がらない」。
-
アドバイス: 「迷ったら汎用性の高い『一軸+押し込み装置』を選ぶ」などの実践的ノウハウ。
8. よくある質問(FAQ)
-
Q: 中古押出機と新品、どちらが良いですか?
中古も、安いです。が、保証はありません。機械の目利きができるか、故障しても自社で対応できる体制が必要です。
中古なので、押出機の全ユニットが揃ったラインでの出物でない場合は、ユニットをそれぞれかき集めて組み合わせなければラインができません。
中古押出機をリフレッシュした上で、保証を付けて、ラインで不足しているユニットがあるときは、これを補ってラインで供給している販売会社もあります。(弊社も手掛けています) -
Q: 中国製の押出機はどうですか?
「どにかく安くしたい」という方は、中国製または中古機を探してください。
メリット デメリット 中国製 価格が安い イージーな故障がかなり多い。アフターメンテナンスが悪い(あるいはない) 中古機 価格が安い 保証がない。ラインで揃うとは限らない 中国製は、安いです。弊社も自社工場を立ち上げたときには中国製を購入しました。 が、、、 本当に苦労しました。
突然の停止が相次ぎ、工場がまともに動きませんでした。(※メーカーにより差はあります) スタートの資金がない方の気持ちは本当にわかります。
その際は、販売会社が完璧なサポートをしてくれるか、自社で故障に対応できる体制を整えたうえで中国製を導入しましょう。自社でトラブル対応できない会社が中国製押出機を購入するのは自殺行為です。
-
Q: 試運転(テスト)は可能ですか?
試運転は各メーカーに問い合わせましょう。メーカーがテスト機を保有している場合、導入した顧客が試作を引き受けてくれる場合、日本にテスト機がある場合、あるいはテストはできない場合があります。 -
Q: どのようなメンテナンスが日常的に必要ですか?
消耗品は以下になります。
ペレットをカットするカッター:カッティングが悪くなってきたら研磨に出します
ヒーター:1-5年程度は持ちますが、切れたら交換します
異物を除去するスクリーン:異物が詰まる度に交換します
スクリュー:緻密な加工や着色、汚れの酷い材料などを扱う場合は頻繁にスクリューを抜いて清掃します - Q 最も汎用性の高い押出機は何でしょうか
中には、加工する樹脂が決まらず、押出機を決めかねている方もいるかもしれません。「でも、一台備えておきたい」という方には、どのような目的にも対応できる、最も標準的な押出機をお勧めします。 ✔ ホッパー付き一軸押出機 これであれば、硬質でも軟質でも対応可能です。軟質フィルムでスクリューへの食い込みが悪いときは、ホッパーに押し込み装置を使います。 - Qメーカーの選定方法を教えてください。
押出機はシンプルな機械ですが、それだけに奥は深いです。初めて購入する場合は、特にアフターメンテナンスは重要です。品質の精度、アフターサービス、価格を含めてトータルで判断することになります。
参考記事: 押出機 メーカーの選び方 押出機メーカーPOLYSTARを選んだ場合のメリット 追加記事 機械はなんとか選んだものの、製造したペレットの事業計画や販売などについても注意する点があります。簡単にまとめた小冊子を無料プレゼントさせていただきます。ご希望の方は以下をクリックしてください。
- Q 押出機メーカーにはどんな会社がありますか?
高価格帯
- 株式会社日本製鋼所(https://www.jsw.co.jp/ja/)
- 芝浦機械株式会社(https://www.shibaura-machine.co.jp/jp/)
- 株式会社シーティーイー(http://www.cte-japan.net/)
- ICMA社(イタリア)
- 株式会社池貝(http://www.ikegai.co.jp/)
- Coperion GmbH(ドイツ, https://www.coperion.com/en)
- Leistritz AG(ドイツ, https://www.leistritz.com/en/start)
- Milacron Inc.(ドイツ, https://www.milacron.com/)
中価格帯
- SINO-ALLOY MACHINERY INC.(台湾, https://www.sinoalloy.com/en/home-2/)
- Zenix Industrial Co., Ltd.(台湾, https://www.zenix.com.tw/)
- POLYSTAR 台湾 (https://www.fareastnetwork.co.jp/theme293/polystar/
- フリージアマクロス株式会社(日本,http://www.freesiamacross-extruder.com/jp/)
低価格帯
- NANJING COWIN EXTRUSION MACHINERY CO.,LTD.
(中国, https://www.cowinextrusion.com/) - STEER Engineering Pvt Ltd(India, https://www.steerworld.com/)
9. まとめ:最適な押出機選びのロードマップ
-
原料の特定
-
生産目標の設定
-
自動化範囲の決定
-
予算とサポートのバランス確認




































コメント