押出成形の成否は「スクリュー」で決まる
押出機において、スクリューは単なる部品の一つではありません。人間で言えば「心臓」であり「脳」でもある最重要コンポーネントです。
樹脂を搬送し、溶かし、混ぜ、圧力をかけてダイへと送り出す——この一連のプロセスの質が、最終製品の精度や生産コストに直結します。「なぜか吐出量が安定しない」「製品に異物が混じる」といった悩みの多くは、実のところスクリューの設計や摩耗に原因があります。
本記事では、最新技術動向を踏まえ、スクリューの基礎知識から専門的な選定基準、現場で役立つトラブルシューティングまでを網羅的に解説します。
1. 押出機スクリューの基本構造と3つのゾーン
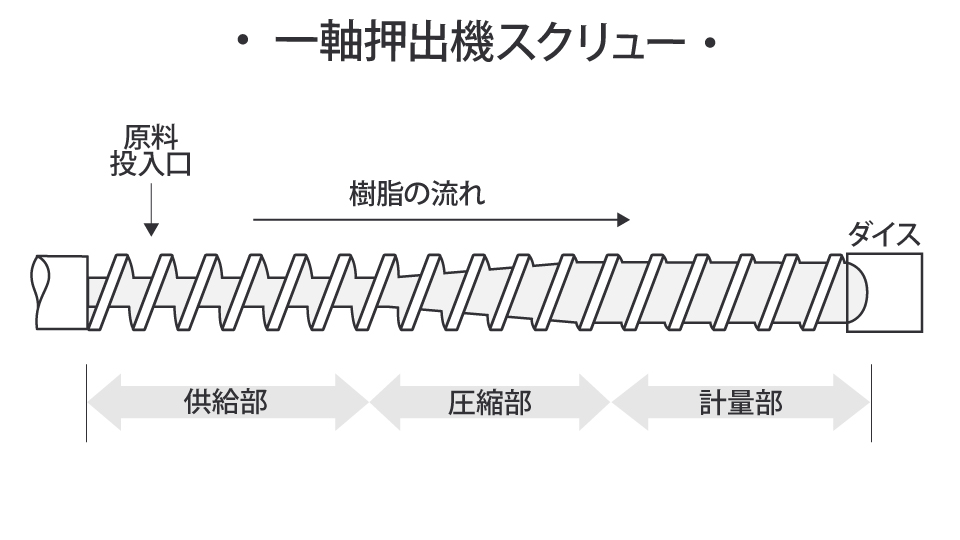
スクリューの形状を理解する上で欠かせないのが、役割ごとに分かれた**「3ゾーン構成」**です。
■ スクリューの機能を支える3つのセクション
スクリューは全長にわたって同じ溝深さではありません。一般的に以下の3つの領域に分かれています。
-
供給部(フィードゾーン / Feed Zone)
ホッパーから投入された固形ペレットを前方に搬送する区間です。溝が深く設計されており、材料を安定して取り込む役割を持ちます。
-
圧縮部(コンプレッションゾーン / Compression Zone)
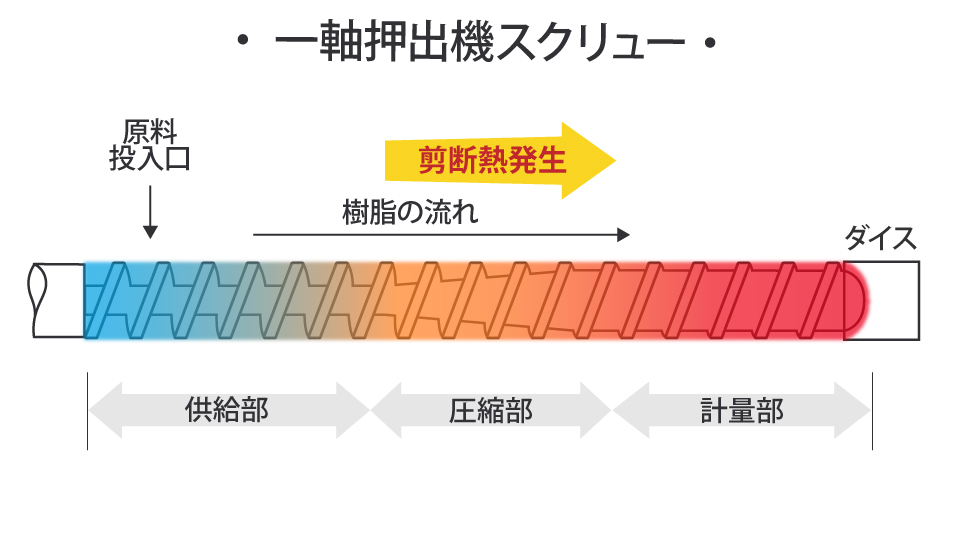
溝の深さが徐々に浅くなる区間です。ここで材料は物理的に圧縮され、ヒーターの熱とスクリューの回転による**せん断熱(摩擦熱)**によって溶融(可塑化)が進みます。
-
計量部(メータリングゾーン / Metering Zone)
完全に溶融した樹脂を均一な温度・圧力に整える区間です。ダイ(金型)へ向かって一定の量を正確に送り出す「ポンプ」の役割を果たします。
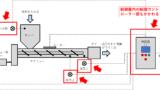
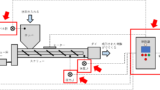
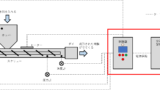
【図解】単軸スクリューの構造と樹脂の状態変化
材料がどのように変化していくか、以下のイメージ図で確認しましょう。
2. 単軸と二軸スクリューの違い:メリットとデメリット
押出機には大きく分けて「単軸」と「二軸」の2つのタイプがあります。

■ 一軸押出機スクリュー(Single Screw)
最も一般的なタイプです。構造がシンプルで故障が少なく、メンテナンスコストを抑えられます。
-
得意分野: フィルム、シート、パイプなどの定型成形。
-
特徴: 低コスト、安定した押出(脈動が少ない)。
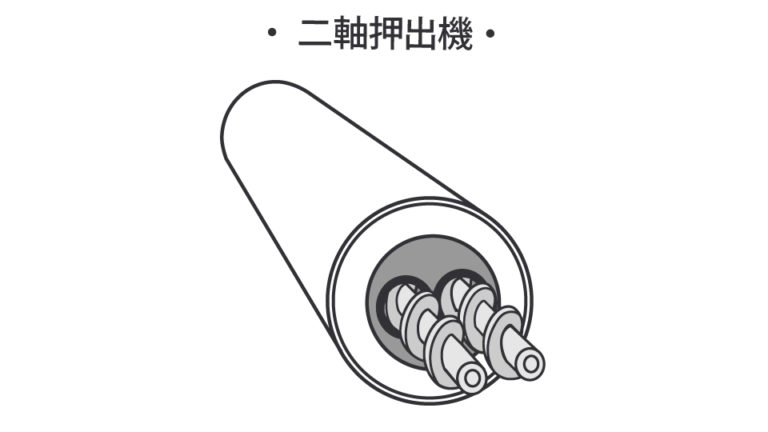
■ 二軸押出機スクリュー(Twin Screw)
2本のスクリューを組み合わせたタイプです。強力な混ぜ合わせ(混練)能力が最大の特徴です。

-
得意分野: コンパウンド(樹脂の着色・フィラー配合)、リサイクル、反応押出。
-
特徴: 材料の送り出す力が強く、滞留時間のコントロールが容易。
| 比較項目 | 単軸スクリュー | 二軸スクリュー |
| 主な用途 | 成形(シート、パイプ等) | コンパウンド、混練、リサイクル |
| 混練能力 | 普通(特殊加工が必要) | 非常に高い |
| 搬送能力 | 樹脂の摩擦に依存 | 強制的・確実 |
| 導入コスト | 低め | 高め |
3. 性能を左右する設計パラメータ(L/D比・圧縮比)
スクリューの性能を数値で評価する際、以下の2つの指標が重要になります。
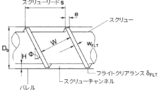
① L/D比(Length to Diameter Ratio)
スクリューの有効長(L)を直径(D)で割った値です。
-
L/Dが大きい(例:30以上): 材料が長時間加熱・混練されるため、可塑化能力が高まります。
-
L/Dが小さい(例:20以下): 滞留時間が短く、熱に弱い樹脂(PVCなど)に適しています。
② 圧縮比(Compression Ratio)
供給部の溝の深さと計量部の溝の深さの比率です。
-
高い圧縮比: 材料に強い圧力をかけるため、空気を抜き、緻密な溶融が可能です。
-
低い圧縮比: せん断熱を抑えたい場合や、もともと密度が高い材料に使用します。
4. 【樹脂別】スクリュー選定のポイント
材料が変われば、最適なスクリューも変わります。主要な樹脂に対するアプローチをまとめました。
| 対象樹脂 | 特徴 | スクリュー設計の最適解 |
| PE / PP | 融点が高く安定している | 標準的なフルフライト。混練性を高めるミキシング機能付きを推奨。 |
| PVC(塩ビ) | 熱分解しやすい | 異方向回転二軸を推奨。低温での強力な圧送が必要。 |
| PET / PA | 吸湿性が高く粘度が変化 | 脱気用の「ベント部」を備えたスクリューや低せん断設計が必要。 |
| リサイクル材 | 汚れや異物が混在 | 耐摩耗仕様が必須。不純物を分散させる強力な混練ゾーンを設ける。 |
【発展】バリアスクリューの導入
最近では、未溶融の樹脂を物理的に分離して溶融効率を劇的に高める「バリアスクリュー」の採用が増えています。これにより、スクリュー回転数を上げても品質が落ちず、生産量を30%以上向上させることが可能です。
5. 寿命を延ばす!材質と表面処理の最新動向
スクリューは過酷な環境で使用される消耗品です。ガラス繊維(GF)などのフィラーが入った材料を扱う場合、数ヶ月で摩耗してしまうこともあります。
-
窒化鋼: 最も安価で一般的。表面を硬くして耐摩耗性を高める。
-
工具鋼(SKD11など): 全体を焼き入れするため、芯まで硬く耐久性が高い。
-
バイメタル(肉盛): スクリューのフライトトップに特殊な合金(コバルト基やニッケル基)を溶接。耐摩耗・耐腐食の最高峰です。
-
DLC(ダイヤモンドライクカーボン)コーティング: 近年注目されている処理。樹脂の「焦げ」を防ぎ、洗浄性を飛躍的に高めます。
6. トラブルシューティング:現場で起こる5つの問題と対策
現場で発生する不具合と、その解決策をまとめました。
| トラブル現象 | 推定原因 | スクリュー側の対策 |
| サージング(吐出不安定) | 供給部での食いつき不良 | ホッパー下の冷却強化、または供給部溝形状の見直し。 |
| 黒点・異物混入 | デッドゾーン(滞留)での炭化 | スクリュー形状を流線型に変更し、滞留を無くす。 |
| 吐出量の低下 | スクリュー外径の摩耗 | バレルとの隙間を確認。肉盛修理または新品交換。 |
| ベントアップ | 圧力バランスの崩れ | ベント部前後のスクリューエレメントの組み替え。 |
| 未溶融(ブツ) | 圧縮不足・熱不足 | 圧縮比の引き上げ、ミキシングエレメントの追加。 |
7. トレンド:DXとスクリュー管理
現在、押出機のメンテナンスもデジタル化が進んでいます。
-
摩耗モニタリング: モーターの負荷変動からスクリューの摩耗状態をAIで推定し、最適な交換時期を通知するシステム。
-
3Dプリンティングスクリュー: 従来加工が困難だった複雑な内部流路を持つスクリューが製作可能になり、冷却効率や混練性能がさらに向上しています。
まとめ:最適なスクリュー選定が利益を生む
押出機スクリューは、一度選定すれば終わりではありません。樹脂の変更や増産のニーズに合わせて、常に「最適なデザイン」を追求し続けることが、製造業としての競争力に直結します。
摩耗を放置すれば電気代は上がり、歩留まりは下がります。定期的な寸法測定と、最新の表面処理技術へのアップデートを検討しましょう。