
 目次 ペレタイザーとは
目次 ペレタイザーとは
1.ストランドカット方式
2.水冷式ホットカット(ウォータリングカット)
3.水中カット(アンダーウォーターカット)
4.最新式ホットカットシステム搭載の押出機4機種
ペレタイザーとは
ペレタイズとは、樹脂をペレット形状にカットしていく工程のことです。
ペレタイザーは、ペレタイズをするための機械装置の呼称になります。
粉砕工程を経たスクラップがルーダーのスクリューの中を混錬されながら通過し、溶融されます。その溶融された樹脂を先端のダイスから押し出すわけですが、その先で回転刃でカッティングをする装置をペレタイザーと呼び、その方法はだいたい3種類に分かれます。
ストランドカットとホットカットの違いも以下にお示しします。
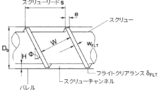
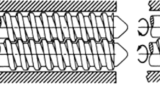
参考記事:押出機とは 構造について解説
押出機スクリューと生産量の計算について
.png) |
 |
 |
1.ストランドカット
最も古くからある代表的なペレタイズの方式です。ダイスから溶けた再生樹脂をスパゲッティのように押し出します。
これをストランドと呼びます。 ストランドは以下写真のようにすぐに水槽の水で冷却されます。


水槽から出たら、ペレタイザーと呼ばれる、高速で刃物が回転する機械にストランドが入り、ペレタイザーの回転刃と固定刃でカッティングします。 カッティングする機械のことをペレタイザーと呼びます。
ストランド用ペレタイザー

ストランド用
再生用ペレタイザーでの注意点
異物があるとこのスパゲッティ状のストランドが切れてしまいます。
その他に、スパゲッティ状のストランドが切れる原因は水分などが混入したり、発泡(ガスが樹脂に入り込む)したりしても切れることがあります。
コンタミ(異物)が多い材料はこのストランドカット方式では加工できません。
|
ストランドが切れる主な原因 異物(コンタミ)の混入 水分率が高い(3%以上) ガス発生の原因物質 |
逆を言えば、ストランド方式でペレタイズされているペレットは異物が少ない、発泡が少ない、乾燥している、とも言えます。(これがストランドカットのペレットが好まれる場合がある理由です)
|
メリット:できたペレットには異物が少ない ユーザーのなかには、このストランドだけを購入するという人もいる(あくまで一部です)
|
ストランドを引くのにある程度「技術を要する」と書きましたが、それほど大げさな技術ではありません。ダイス(押出機の末端)から出てきた樹脂を、作業者が手ですっくりと引っ張りながらペレタイザーの入り口まで運んでいくだけです。
このときに、ストランドが太くなったり細くなったりしないように、「適正な一定の速度で運ぶ」ということになります。
後は、ペレタイザーへの投入前にハサミでストランドを切り揃えるのですが、その作業も「運びながら切る作業を同時に」行う必要があります。
慣れれば大したことはないのですが、初めての方は「難しい」と言うかもしれません。
例えが適正かどうかわかりませんが、「初めて自転車に乗る練習時間」と同じくらいでできると思います。
ストランドカットは樹脂の物性が安定した材料に適しています。
逆にデメリットとして、たくさんあるストランドが重なったり、交錯したりしないように綺麗に整えるのに時間がかかります。小さな押出機であればそれほど本数が多くないのですが、1時間に300kg/h以上の生産量となるとストランドの本数も多くなってきます。
一度ストランドを綺麗に整えても、たまに切れたり、くっついたり、重なってしまうことがあります。それは作業者が人手で直すしかありません。
なので、ストランドカットは作業者の管理する作業が多くなっています。
ポイント☛ 異物がそれほど多くなく、ストランドが切れない場合は手間はそれほどかからない
参考記事:
ホットカットとストランドカットの比較記事

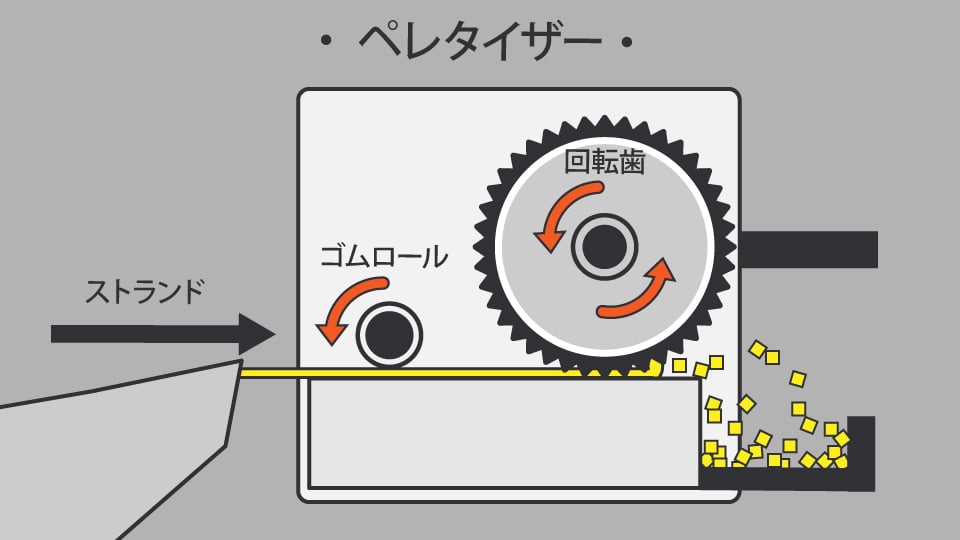
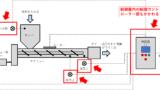
2.水冷式ホットカット(ウォータリングホットカット)
ダイスから出てきた溶けた再生樹脂をペレタイザー内のダイスでモーターで回転する回転刃がカットしてペレット形状にする方式です。
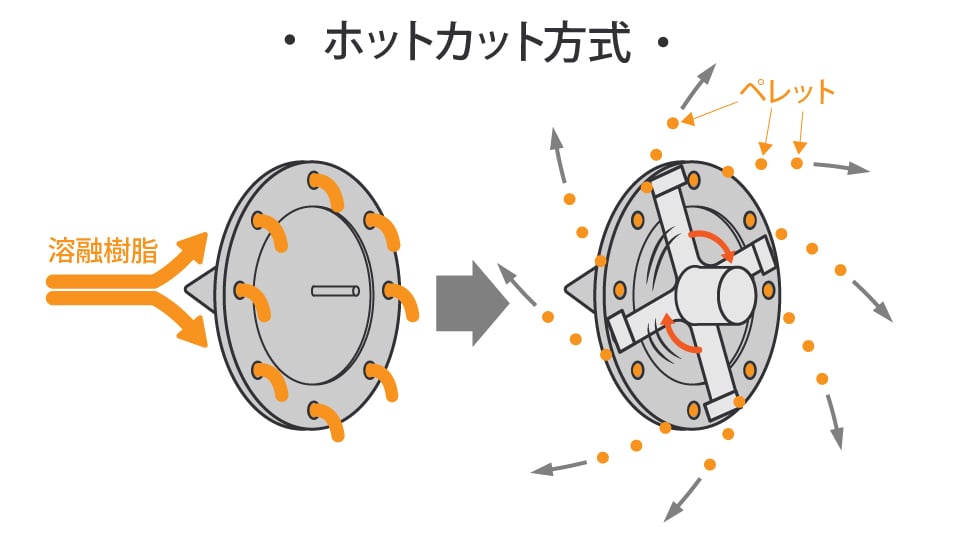
ホットカット方式
カットされたペレットはすぐに循環水で運ばれ、脱水機で水分を除きます。
以前はストランドカットがほとんどでしたが、水冷式ホットカットもこの30年くらいの間に徐々に割合が増えてきました。
特にリサイクルのPE系樹脂の場合によく使われる割合が多い印象です。

ホットカット用
|
メリット:ストランドタイプより手間がかからない異物があってもペレット加工ができる デメリット:回転刃の調整が難しい(調整のいらないペレタイザーの情報はこちら) |
水冷式ホットカットの大きな強みでもあり、弱みでもあるのが、「異物が入っていてもペレタイズできる」という点でしょう。
ストランドカット方式では、ストランドが切れてしまうような素材(スクラップ)でも、ホットカットではペレット加工することが可能です。(もちろん「何でもできる」と言っているわけではありません)
しかし、その一方で、ペレットを購入するユーザー側からすると、「何が入っているかわからんな」という疑いを持つ場合もあるのです。
こういうユーザー(バイヤー)がいたときは、製造工程やスクラップの元の素材や管理状況などを見てもらうことで疑念を払拭してもらう必要があるでしょう。
また、ヨーロッパ製や一部の台湾製では刃の自動調整が可能なペレタイザーの技術が導入されていますが、その他の水冷式ホットカットでは作業者による刃の調整が必要です。
「刃の調整」とは、刃がダイスに当たる(接触する)角度や圧力を適正にしないとペレタイズがうまくいきません。
この調整はある程度習熟が必要で、Aという習熟した作業者が調整するとトラブルがないのですが、Bという別の作業者が行うとトラブル頻発、という事態が起こります。
一旦調整が上手く出来てしまえば人手は不要なのですが、調整技術の習得には時間が必要です。
(調整のいらないペレタイザーの情報はこちら)
☛ポイント異物が多い材料の場合は水冷式ホットカットのほうが手間はかからない 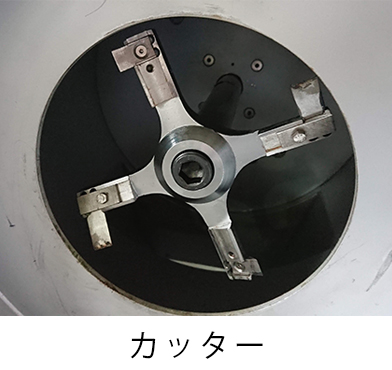
参考記事:ホットカットシステムの最新技術についての記事
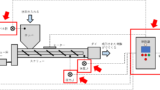
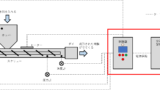
3)水中カット(アンダーウォーターカット)
ペレタイザーの中でダイスが熱せられたお湯に接しており、ダイスから出た再生樹脂は水中で回転刃でカットされます。
.jpg)
水中カット方式
この方法が水中カットまたはアンダーウォーターカットと言われています。上記の水冷式ホットカットと異なり、空気に触れずに水中でカットされる。
水中カットペレタイザーの情報はこちら。

水中カット用
メリット:粘度の低い樹脂でも綺麗にペレタイズできる
デメリット:価格が高い(かなり高額)
ペレタイザーは樹脂を混錬して、最後の仕上げになります。 ユーザーによっては形状などにも細かく規定がある場合がありますので、ユーザーのニーズや要求基準や条件などの情報をよく整理・理解したうえでペレタイザーを選定する必要があります。
参考記事:押出機 スクリューの構造について
4.最新式ホットカットシステム搭載の押出機
この最新のペレタイズシステムを搭載したPOLYSTARの設備4機種をご紹介します。
ペレタイザー Repro-Flex(フィルム用)
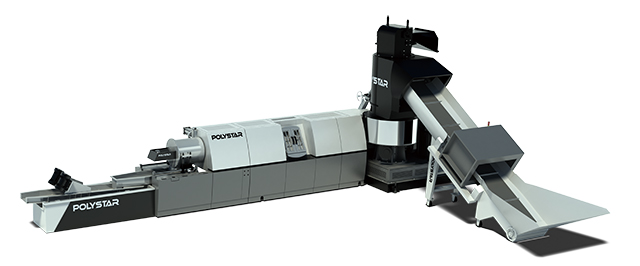
フィルムのリサイクルに最適なペレタイザーです。
ストランド方式と水冷ホットカット方式のどちらでも選択可能です。
ペレタイザー Repro-One 粉砕機一体型

ダンゴや不織布、成形品などを前処理なしで粉砕しながらペレット加工できます。
ストランド方式と水冷ホットカット方式のどちらでも選択可能です。
ペレタイザー Repro-Direct 万能型
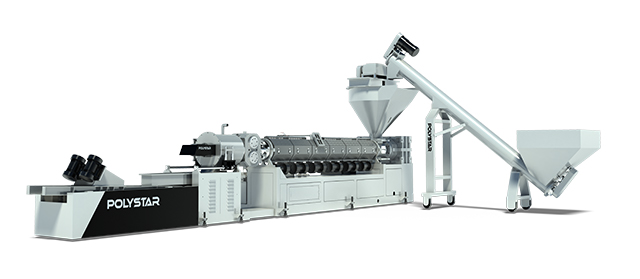
どのような樹脂、どのような形状にも適する万能タイプルーダー
ストランド方式と水冷ホットカット方式のどちらでも選択可能です。
ペレタイザー Repro-Air 超小型空冷式

インフレ工場において、生産ラインの横で再生加工するのに最適なルーダー
水冷式ホットカットではなく、空冷式ホットカットです。



↓上記の機種の動画


押出機のメーカー一覧
高価格帯
- 株式会社日本製鋼所(https://www.jsw.co.jp/ja/)
- 芝浦機械株式会社(https://www.shibaura-machine.co.jp/jp/)
- 株式会社シーティーイー(http://www.cte-japan.net/)
- 株式会社テクノベル(https://www.technovel.co.jp/)
- 株式会社池貝(http://www.ikegai.co.jp/)
- Coperion GmbH(ドイツ, https://www.coperion.com/en)
- Leistritz AG(ドイツ, https://www.leistritz.com/en/start)
- Milacron Inc.(ドイツ, https://www.milacron.com/)
中価格帯
- SINO-ALLOY MACHINERY INC.(台湾, https://www.sinoalloy.com/en/home-2/)
- Zenix Industrial Co., Ltd.(台湾, https://www.zenix.com.tw/)
- POLYSTAR MACHINERY INC (台湾,https://www.fareastnetwork.co.jp/theme293/polystar/
- フリージアマクロス株式会社(日本,http://www.freesiamacross-extruder.com/jp/)
低価格帯
- NANJING COWIN EXTRUSION MACHINERY CO.,LTD.
(中国, https://www.cowinextrusion.com/) - STEER Engineering Pvt Ltd(India, https://www.steerworld.com/)




































コメント