
 目次
目次
1.押出機のダイスとは
2.ダイスまでの押出機内部での工程
3.押出機 ダイスにより変わる製品形状
4.リサイクル加工の際のダイス選定
1.押出機のダイスとは
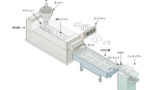
「ダイ」または「ダイス」と呼ばれ、押出機のシリンダーの端部にあるヘッドの最末端部の金型。その金型(ダイス)の形状が、押出されてきた溶融樹脂をその金型の形状で冷却すし、プラスチック製品の形状を決定します。
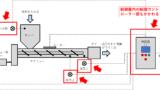
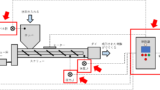
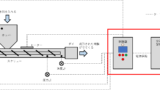
2.ダイスまでの押出機内部での工程(リサイクル加工の場合)
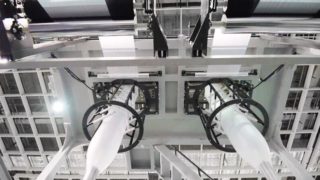
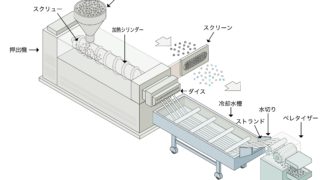
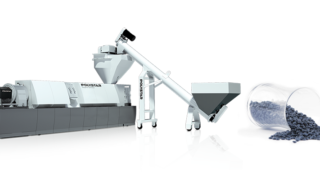
樹脂をヒーターで加熱されたシリンダーとスクリューで加熱し、溶融と混錬を行います。 スクリューにより搬送されながら溶融・混練された樹脂は、シリンダー先端のダイスより可塑化した(溶融した)プラスチックを押し出して成形します。

3.押出機 ダイスにより変わる製品形状
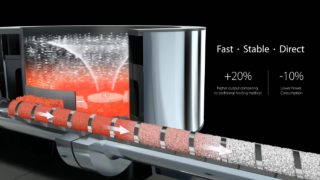
ダイスから押し出されてきた樹脂は空気または水中で冷却されます。そして、ダイスの形状により、製品が変わってきます。つまり、ダイスの形状が製品を決定づけます。
| ダイスの形状 | 製品形状 | 成型方法名称 |
| 多数の小さな円形の穴 | ストランド | 造粒(ペレット加工 押出成形の一種) |
| 円形の穴 | パイプ | 押出成形 |
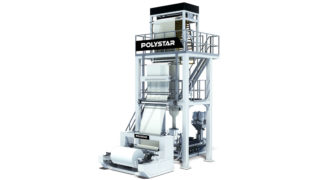
| 細い線 | フィルム、膜 | インフレーション |
| 金型 | 様々 | インジェクション(射出成型) |
参考記事: 押出機とは
サージングの原因と対策についての記事はこちら
ベントアップの原因と対策についての記事はこちら
4.リサイクルのペレット加工の際のダイス
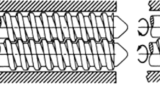
リサイクル専用、かつオレフィン系(PEやPP)の材料を使用する場合は、それほど細かくダイスを使い分けることはありませんが、PP専門のリサイクル工場などはPP用のダイスを使用する場合があるようです。
PPのほうがPEよりもペレットの表面同士でくっつきやすいので、穴の配置を重ならないようにしたり、穴の径を変えたりして工夫しています。
これでPPのトラブルが少なくなり、生産がスムーズになります。
参考記事:二軸押出機とは



WIPAプラスチック洗浄ラインが他社とは違う8つの理由
以前はコンタミがない工業端材がリサイクルの中心でした。工業端材は使用されるプラスチックの3~5%の割合で、残りの95%のプラスチックはリサイクルされてきませんでした。
しかし、容器リサイクル法、家電リサイクル法などが拡充され、...

展示会へのお申し込みありがとうございました #3
このたびは、展示会へのお申し込みありがとうございました。
二度手間となりお手数をおかけして申し訳ございませんが、下記のURLより再度メールアドレスの入力をお願いいたします。
メールアドレス入力フォーム
当日は当社ブースに是...

カオスマップのダウンロードメールを送付いたしました
カオスマップのダウンロードを受け付けました。
メールにてダウンロードURLをお送りいたしました。
もし、届いていない場合は迷惑メールフォルダーに入っていないか、メールアドレスが間違っていないかご確認ください。
繊維 破砕機・粉砕機
破砕機や粉砕機に繊維を投入すると、回転する軸に繊維が巻き付き破砕できません。
繊維質の素材の破砕にはいつも悩まされている方も多いのではないでしょうか。
ご紹介する破砕機は、刃が回転ではなく、上下動をすることでスクラップをカッ...

POLYSTAR押出機マニュアルダウンロード
こちらからPOLYSTAR社押出機のトラブルシューティングをダウンロードできます。
POLYSTAR社押出機に限らず、メンテナンス・トラブルシューティングに役立つ部分もあると思いますので、是非ご活用ください。
メンテナンス
...
非公開動画の視聴申込ありがとうございました
非公開動画の視聴申込ありがとうございました。
メールにて視聴URLをお送りしましたのでご確認ください。
もし、メールが届かない場合はメールアドレスの入力が間違っているか迷惑メールフォルダーに入っているかもしれませんのでご確認ください...
WIPA 洗浄ライン非公開動画視聴申込
ドイツ製の高性能洗浄ラインWIPAの非公開動画をお送りします。
非公開につき、社名、氏名、メールアドレスはご入力の協力をいただいております。
お手数ですが、よろしくお願い申し上げます。
FIMIC 非公開動画申し込み
樹脂の中にある異物を「連続的に」「全自動で」除去できるFIMIC社フィルターの異物除去の様子をまとめた非公開動画をお送りします。
非公開につき、社名、氏名、メールアドレスはご入力の協力をいただいております。
お手数ですが、よろしくお...

真空ポンプ用の油水分離装置で廃液処理費用を削減
油水分離装置とは
主に工業プロセスや廃水処理などの分野で使用される装置で、油と水が混ざっている状態の廃液から、油分と水分を分けて排出ができるようにした装置のことです。
代表的な分離方法は、油と水の比重差を利用した比重選別方式です。 ...
POLYSTAR 非公開動画申し込み
【POLYSTARの納品実例 3機種紹介】
図面と動画で徹底解説!POLYSTARオンライン工場見学会前編動画の申し込みはこちらです
YouTube一般公開ではしていない、図面による解説と動画による解説も加えています。
より深...
まぐまぐ読者様向け非公開動画申し込み
【POLYSTARの納品実例 3機種紹介】
図面と動画で徹底解説!POLYSTARオンライン工場見学会前編動画の申し込みはこちらです
まぐまぐメルマガから非公開動画視聴申込を承りました
非公開動画の視聴申込ありがとうございました。
メールにて視聴URLをお送りしましたのでご確認ください。
もし、メールが届かない場合はメールアドレスの入力が間違っているか迷惑メールフォルダーに入っているかもしれませんのでご確認ください...

定量供給機 プラスチックリサイクルの省人化と安定生産
定量供給機とは
定量供給機とは、決まった分量の原料(スクラップやペレット)を連続的に、次工程に供給をする装置のことです。主に貯留部分、搬出装置、排出部で構成され、原料供給が安定するため製品品質の安定化に繋がります。
この...
見学会へのお申し込みありがとうございました
このたびは、見学会へのお申し込みありがとうございました。
当日お会いできること楽しみにしております。
お電話でのお問合せはこちら: 03-5919-4380(平日AM9:00-pm18:00)

監査役紹介 公認会計士 笠倉健司
監査役 笠倉健司氏(公認会計士)のご紹介
2023年度より、公認会計士の笠倉先生に監査役をお願いいたしました。
「継続的に」地球環境に貢献していける会社にしていくには、財務内容の健全性をより高めることが必要と考えました。健全な財務内容と...

PEシュリンクフィルムをリサイクルするには?
シュリンクフィルムとは熱すると収縮するフィルムです。
容器の形に合わせて包装できること、大きさの異なる物品を簡単に結束できるといった使い勝手の良さから、包装用途に広く使用されています。
広く使用されているため、排出されるシュ...

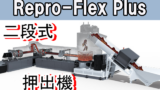
二段式押出機Repro-Flex Plusはポストコンシューマープラスチックリサイクルに最適!
ポストコンシューマーリサイクル材は、しばしばPCRと呼ばれ、消費者が使用した後の廃棄物から再加工されたプラスチックです。
消費者が使用した後のプラスチックをリサイクルすることには多くの困難が伴います。
コストの問題(回収、洗...

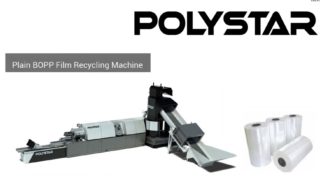
BOPPフィルム(二軸延伸ポリプロピレンフィルム)をリサイクルするには?
BOPPフィルムとは?
BOPP(二軸延伸ポリプロピレン)とはBiaxially Oriented Polypropylene Filmの頭文字で、ポリプロピレンを原料とし、縦横方向に引き伸ばして製造された樹脂フィルムです。
優れた...

単層ツインダイヘッドタイプで効率的な製袋を!
薄いフィルムや小さい袋の生産に最適
インフレーションフィルム成形機「単層ツインダイヘッドタイプ」は、出力を2つのダイヘッドに分散させます。そのため幅の小さいフィルムロールを生産する場合、シングルダイヘッドのモデルと比較して高い生産能力...

プラスチックのリサイクル事業を始めるには?適切なリサイクル機械を選択するための完全ガイド
プラスチックのリサイクルは成長産業です。
日本ではリサイクル関連の法律として資源循環促進法が制定され、更なる新規参入を試みる企業が増えています。
しかし一方で、プラスチックのリサイクルは簡単なものではないことも事実です。...

POLYSTAR押出機 + サードパーティ製フィルター はポストコンシュマーリサイクルのベストなソリューション
市場から回収した使用済み廃棄物からの再生ペレットの品質を向上させる。
シャンプーや食器用洗剤などのボトルをリサイクルする際に、大きな障害になるのが貼られている紙のシールです。
紙のシールは異物なので、リサイクルした樹脂に混入すると品...

高品質のLDPEシュリンクフィルムを作るために大切なこと
熱で収縮する性質を持つシュリンクフィルムは、世界中で広く使われています。その利便性の高さから、今や梱包には欠かせないといっても過言ではありません。
シュリンクフィルムで大量の製品を梱包し、収縮させることで製品を一つにまとめることが...

PPヤーンと織物生産からのリサイクル プラスチック ペレット – 再利用のヒント
PPテープ製造ラインに戻すのに向いているリサイクル素材
PP織物袋の製造工程では以下のような製造廃棄物が、平均して5~10%の割合で発生します。
押出機起動時の樹脂ダンゴ
押出機ダイヘッドに詰まって、除去した樹脂
...
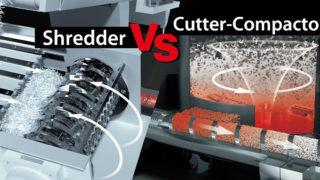
カッターコンパクターと粉砕機の違いとは?
カッターコンパクター
カッターコンパクターは押出プロセスの前にプラスチック材料を切断し圧縮する機構です。
カッターコンパクターには2種類の刃があります。
回転刃:ミキサーのような働きをする回転式のカッター。カッターコンパクター...

ポストインダストリアル プラスチック リサイクルとポストコンシューマ プラスチック リサイクルの違いとは?
プラスチックリサイクルビジネスを始めるにあたって、機械を選定する前に知っておくべきことがいくつかあります。
リサイクル対象のプラスチックには「ポストインダストリアルプラスチック(産業廃棄物)」と「ポストコンシュマーリサイクルプ...

OPPフィルムとは何ですか? リサイクルできますか?
OPPフィルムとは?
OPPはOriented Polypropyleneの略で、二軸延伸ポリプロピレンとも呼ばれています。
このポリプロピレンフィルムは、横方向と縦方向、つまり二軸に引き伸ばされて製造されたフィルムです。
OPP...

PET樹脂とは? PET樹脂リサイクル機選定ガイド
はじめに
PET(Polyethyleneterephthalate:ポリエチレンテレフタレート)樹脂とは、ペットボトルやフィルムに使用される樹脂です。
他のプラスチック樹脂と比較して強度、軽量性、耐寒性、耐薬品性に優れ、透明性が高...

プラスチックのリサイクルに最適なペレタイザーはどれですか?
プラスチックのリサイクルには様々なペレタイザーが使用されています。
最適なプラスチックリサイクル機を選ぶことは、材料と最終製品のために最も重要です。では、どのペレタイジングシステムが最適なのでしょうか?
参考記事:3つのペレ...

空冷式押出機が水冷式押出機より優れている2つの点とは?
水を使わないリサイクル用押出機のメリットとはどのようなものでしょうか?
水冷式(水輪式ペレタイジング)リサイクル押出機は、産業廃棄物と消費者廃棄物の両方のリサイクルに使用される、市場で最も一般的なリサイクル機械です。
水...

単層インフレーションフィルム成形機に自由落下式供給装置を使用する3つの利点
最近、単層フィルムメーカーがインフレーション成形機のラインに自由落下式定量供給装置を追加し、コストダウンで競合他社より優位に立つケースが増えています。
自由落下式供給混合装置(またはバッチブレンダー)は、インフレーション成形機...

自社リサイクルの3つのメリット
なぜ外注リサイクルではなく自社リサイクルなのか?
品質管理能力の向上がすべてを変える
自社でプラスチックリサイクルを行えば、材料が100%自社生産によるものなので、他の供給元からの材料と混ざることがありません。社内で発生するスクラッ...

リサイクルペレットを使ってポリ袋を作る際に考慮すべき3つの要素
世界におけるレジ袋やプラスチックフィルムの生産量は膨大なものです。近年、多くの製造業者は工場内で循環型経済の仕組みを構築することを目指しています。
そのために製造業者は、良質のペレットを生産できるプラスチックリサイクルのシステ...

インフレーションフィルム成形機「単層小型タイプ」の3つの強み
「単層小型タイプ」が適しているケース
POLYSTARのインフレーションフィルム成形機「単層小型タイプ」は、レジ袋、お買い物袋、ボトムシール袋などの一般的な包装資材の生産に最適です。スクリューの最大径は、40mm、50mm、55mmで...

工場内の廃プラスチックを自社でリサイクルする3つのメリット
循環型経済の構築と環境保護のため、廃プラスチックのリサイクルが注目されています。
廃プラスチックのリサイクルには、リサイクル業界のみならず各国政府も重要な課題として捉え、積極的に取り組んでいます。
現在、EU委員会をはじ...

効率的にプラスチックリサイクルを行うための5つのポイント
経済発展と人口増加に伴って、プラスチックの消費量は増加しています。2022年のOECD(経済協力開発機構)の報告書によると、世界のプラスチック廃棄物は2060年までにおよそ3倍になると予測されています。
こうした中で、市場にお...

農業用フィルムのリサイクル
この記事では、世界中で使用されている農業用フィルムのリサイクルについて説明します。農業用フィルムはリサイクルが難しい製品ですが、POLYSTARのマシンなら効率よくリサイクルすることができます。農業用フィルムのリサイクルラインについ...
フレコンのリサイクルにはRepro-Oneがおすすめ!
フレコンのリサイクルには、破砕機内蔵型のRepro-Oneがおすすめです。
Repro-Oneは、あらゆる種類のPP織布やPPヤーンといったのスクラップのリサイクルに最適です。
リサイクルペレットの歩留まり率が高くなれば...

2層AB共押出タイプと3層ABA共押出タイプの違い
この記事では、POLYSTARのインフレーションフィルム成形機「2層AB共押出タイプ」と「3層ABA共押出タイプ」の違いについて説明します。
2層AB共押出タイプと3層ABA共押出タイプは、ともに2台の押出機で構成されています...
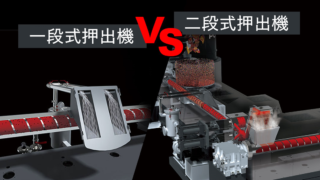
一段式と二段式の押出機はどちらが良いのか?
Repro-FlexとRepro-Flex Plusはともに、カッターコンパクターを搭載した押出機です。遠心力を利用して押出機に直接投入される原料をカッターコンパクターで粉砕、昇温、混合するので、原料の予備切断が不要になります。別の...

脱水乾燥機はポストコンシューマープラスチックフィルムのリサイクルをどう改善するか
ポストコンシューマープラスチックフィルムをリサイクルする場合、洗浄ラインから送られてくるフィルムフレークは水分を多く含んでおり、従来の乾燥機では充分に除去することが困難でした。
水分が多く残っていると、押出機にかけたときに以下...
印刷インクの多いフィルム(PE、PP、BOPP)を再処理するには?
廃プラスチックのリサイクルはプラスチック生産者の間で必要不可欠なものとなっています。
プラスチックに関する法律は厳しくなり、生産者は最終製品にリサイクル材を多く使用することが求められるようになりました。
これらの法律が目指す...

発泡樹脂(EPE、EPP、EPS)のペレタイズ加工(発泡スチロールほか)
発泡スチロールをはじめとする発泡樹脂製品は電化製品などの緩衝材、建築資材、食品の包装、文房具、自動車の部品、ヘルメットの充填剤などさまざまな用途で広く使用されています。
また、排出量が膨大であるためリサイクルの重要性が高い素材です...

ポストコンシューマープラスチックを効率よくリサイクルする方法とは
プラスチックペレットはペットボトル、プラスチック容器、ポリ袋などを製造する際に原料として使用される小さな顆粒です。
プラスチックペレットはプラスチック産業の根幹を成す重要な原料です。
このペレットの質が出来上がった製...

優れた品質のラミネート用のプラスチックフィルムを作るには
ラミネートフィルムはコーヒー、スナック、クッキー、ナッツ類(ピーナッツ、ピスタチオ、アーモンドなど)などの食品包装に最適です。
その理由は湿度、酸素、におい、光から保護する働きに優れているためです。これらの要因は包装された製品...

リサイクル – 需要の高い大型押出機
より大型なリサイクル機器が求められている
硬質プラスチック・軟質プラスチックいずれにおいても、SDGsなどの観点からリサイクルが重要視されています。
そのため、プラスチックリサイクルの需要は世界的に拡大しています。
リサイクル業者...

CPPフィルムのリサイクルについて
CPPフィルムとは?
CPPとはCast Polypropylene(キャストポリプロピレン)の略で、柔らかく引っ張ると伸びる素材で、様々な用途に使用されています。
主な特徴は以下の通りです。
伸びが良い
引っ張...

インフレーションフィルム成形機「単層ツインダイヘッドタイプ」
通常、300~700mm幅のレジ袋用フィルムロールを生産する場合、インフレーションフィルム成形機に内部気泡冷却装置(IBC)が装備されていないと、このような小さなフィルム幅に対して大きな押出機を使用して高生産量を達成することは困難で...

ポストコンシューマ・ポストインダストリアルプラスチックのリサイクルに対応するには
多くの国でプラスチック製品の製造に対する規制が導入されており、この規制はこれから更に強くなっていくでしょう。
生産者は軟質、硬質プラスチックのいずれについても製品にリサイクル材をより多く使用することが求められるようになりました。 ...
標準的なインフレーションフィルム成形機Star-Xの特徴
Star-XはPOLYSTARのラインナップのなかで最も標準的なインフレーション成形機です。単層のHDPEあるいはLDPEフィルムを高効率で生産します。
レジ袋、ゴミ袋、平袋などを製造するメーカーに多く採用されている機種です。
...
インフレーションフィルム成形機 POLYSTAR
ヨーロッパ製・日本製と比較して性能はほぼ同等、価格は約半額
POLYSTARのインフレーションフィルム成形機の特徴
ヨーロッパ製・日本製と比較して性能はほぼ同等、価格は約半額
1988年創業、110カ国...

単層高吐出タイプ HDPE LDPE LLDPE 1500mm | POLYSTARインフレーションフィルム成形機
✅ ハイコストパフォーマンス
✅ 高品質な包装資材生産
特徴
✅ レジ袋、買い物袋、ゴミ袋などの包装製品を製造
✅ 高い生産能力を誇るインフレーション成形機
✅ フレキシブル → ダイヘッドとエアリングを交換するだ...

単層ツインダイヘッドタイプ HDPE LDPE 650mm | POLYSTARインフレーションフィルム成形機
「レジ袋などを安価に高速に製造できる」インフレーションフィルム成形機
特徴
レジ袋製造において特にコストパフォーマンスの高い機種です。
狭いフィルム幅のレジ袋用フィルムロールを製造する場合、内部冷却システム(IBC...

3層ABA共押出タイプ | POLYSTARインフレーションフィルム成形機
「レジ袋やゴミ袋を安価に製造できる」
ABA3層共押出インフレーションフィルム成形機
特徴
✅ 激化するレジ袋・ゴミ袋の価格競争に対応
✅ ABA3層インフレーション成形機
現在多くの工場において生産コスト...

POLYSTAR技術ブログ

賛同プロジェクト
一、地球環境への真の意味での貢献と改善
一、環境事業を通じた、他社にはできない顧客への貢献
一、全従業員と家族のための物心両面の幸福を追求し、自立した人生の場を提供する
株式会社ファー・イースト・ネットワークは上記の経営理念に基づ...

PP(ポリプロピレン) | POLYSTARインフレーションフィルム成形機
技術仕様
共通仕様
フイルムレイヤー
単層(1層)
スクリューL/D
28/1(カスタマイズ可能)
スクリュー材質
SACM465(日本製 大同特殊鋼使用)
対応原料
PPバ...

単層4ダイヘッドタイプ HDPE LDPE | POLYSTARインフレーションフィルム成形機
✅ ダイヘッドが4つの大量生産タイプ
✅ 「小さい袋製品類の大量生産に特化した」インフレーションフィルム成形機
特徴
非常に高い生産能力
4ダイヘッドインフレーションフィルム成形機は、幅100mm〜300mmの小...

2層AB共押出タイプ | POLYSTARインフレーションフィルム成形機
農業用フィルムなどに最適
AB2層共押出インフレーションフィルム成形機
特徴
✅ AB2層共押出インフレーションフィルム成形機
✅ 2つの押出機で異なる材料や異なる色での2層のフィルムを製造
✅ 2層の...

ロール巻きポリ袋製造機 | POLYSTAR製袋機
POLYSTARのロール巻きポリ袋製造機は、底の部分がシールされ、ミシン目のついたロール巻きポリ袋を製造できます。
底部のシール機構とミシン目カッターは、HDPE、LDPE、LLDPEフィルム用に特別に設計されています。
最大4...

平折りゴミ袋製造機 | POLYSTAR製袋機
平折りゴミ袋製造機には、ゴミ袋を密閉するための無張力シーラーが装備されています。
フライングナイフも機械に取り付けられており、幅の広いフィルムを簡単に切断できます。LDPEフィルムとHDPEフィルムのどちらもこのマシンでシール...

補助金申請サポート
補助金の申請サポート
弊社では環境関連の設備投資に特化した申請サポートをしております。
プラスチックリサイクルの専門知識をバックグランドに補助金申請しますので、補助金を獲得するだけでなく、貴社のプラスチックリサイクル事業が順調に進む...

製袋機

クリーニング袋製造機 | POLYSTAR製袋機
クリーニング袋製造機
✅ロール巻き
✅ミシン目カット
技術仕様
LN-32
レーン数
1
デッキ数
1層1デッキ
袋幅(mm)
760
袋長(mm)
1500...
厚手ポリ袋製造機 | POLYSTAR製袋機
厚手ポリ袋製造のための特別設計
厚肉フィルムを袋に加工するためのシーリングナイフは、通常のボトムシール袋製造機とは異なり、上下シール式です。
最大200ミクロンの厚さのフィルムをしっかりと圧着することができます。
✅無張力シー...

ボトムシール袋製造機 | POLYSTAR製袋機
✅ ボトムシールタイプ
✅ 冷却機構
✅ 最大720ショット/分
ボトムシール袋製造機はフラットバッグ、ポップアップポリ袋、包装袋を作るために設計されています。
マチありとマチなしのいずれもこの機械で製造できます。
こ...
お問合せありがとうございました #2
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。 お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...
お問合せありがとうございました
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。 お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...
新付加価値創造実践会へのお問い合わせを受け付けました
このたびは新付加価値創造実践会へのお問合せいただき、誠にありがとうございました。 お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力が誤っ...
お問合せありがとうございました
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。 お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...

お問い合わせありがとうございました
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。 お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...

単層小型タイプ HDPE LDPE 800mm | POLYSTARインフレーションフィルム成形機
経済的に高品質な包装資材を生産できる
特徴
経済的に高品質なフィルムを製造できる、操作が簡単で、コンパクトなインフレーションフィルム成形機です。
レジ袋、お買い物袋、ボトムシール袋などの一般的な包装資材の生産に最適です。特に小...

台湾でNO1の機械製造メーカーPOLYSTARとは
会社概要
年間売上高 USD 10,000,000
資本金 USD 1,650,000
従業員数 53名
会社案内動画
POLYSTAR360°バーチャル工場見学
社歴
32 年のリサイクル機械...

POLYSTARカタログ申込み
3層ABCタイプ | POLYSTARインフレーションフィルム成形機
技術仕様
共通仕様
フイルムレイヤー
3層(ABC)
フィルム幅
150mm~2500mm(カスタマイズ可能)
フィルム厚さ
0.01mm~0.2mm
スクリューL/D
28...

インフレーション成形機へのお問い合わせ

会社概要
POLYSTAR MACHINERY CO., LTD.
日本国内総代理店 株式会社ファー・イースト・ネットワーク会社概要
会社名
株式会社ファー・イースト・ネットワーク
代表取締役
村井健児
所...

WiPa 乾式洗浄機(兼脱水機)タイプMD
WiPa 脱水機MDは、3つの用途があるマルチプレーヤーです。
処理量は(素材によりことなりますが)、最小0.5t/hから最大10トン/hの大量処理も可能なラインアップを揃えております。
1.水分がない乾いた材料...
お問い合わせありがとうございました
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。 お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...

Sitemap

WiPa フリクションウォッシャー(摩擦洗浄機) タイプFW
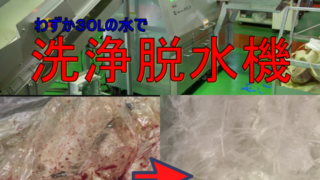
WiPa フリクションウォッシャー タイプFWは、摩擦による本洗浄と洗浄後の脱水にも使用できる機種です。
WiPaフリクションウォッシャーの特徴
水や温水による効率的な洗浄(摩擦洗浄)
従来モデルよりスクリーンの表...
[株式会社 ファー・イースト・ネットワークにお問い合わせありがとうございました] #2
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...

WiPa プレウォッシュ(湿式比重選別機) タイプ EWS / DEWS / WSST
プレウォッシュ(予備洗浄) スクリュータイプ EWS / DEWS
WiPaプレウォッシュ(予備洗浄)スクリューは、石、砂、紙、ガラスなどのコンタミを本洗浄前に予め除去することが可能です。
EWS / DEWSにおける処理プ...

WiPa サイロ タイプS
革新的なWiPa プッシュバーシステムは、効率的な方式で材料を搬送し、従来のシステムよりも少ないエネルギーで動作します。WiPaのデザインは、前後に動くプッシュバー(ブレード)を利用しています。
まずは動画をご覧ください。
...
[株式会社 ファー・イースト・ネットワークにお問い合わせありがとうございました]
このたびは、ファーイーストネットワークにお問合せいただき、誠にありがとうございました。お送りいただきました内容を確認の上、担当者より折り返しご連絡させていただきます。
もし自動返信メールが届かない場合は、メールアドレスの入力...
WiPa プラスチック減容機 タイプPC
WiPa プラスチック減容機 タイプPCは、かさ密度の低いプラスチックを高回転で回るディスクによる加熱によって、半溶融させることにより減容する機械です。たとえば、次のような材料に適しています。
繊維
フィルム
...
WiPa 圧縮減容機 タイプWPA
画期的な圧縮減容機
WiPaの圧縮減容機 タイプWPAは、革新的な機構によりさまざまな材料を圧縮減容することを可能にしています。
処理可能な材料
粉末材料
繊維材料
食品や飼料などのペースト状のもの
...
[株式会社 ファー・イースト・ネットワーク お問合せフォーム]

エコ社長ブログ
ブログTOP用固定ページ

プラスチックリサイクルサービス一覧
環境機器販売情報
主にプラスチックリサイクルに特化した設備を販売しております。押出機や、押出機の前処理を行う粉砕機、破砕機、発泡スチロールの減容機や洗浄ラインなど。洗浄ラインから出る排水処理設備も扱っております。中古の機器については整備済みでお引渡しして...
プラスチックリサイクルサービス

SDGs 企業の取り組み事例 対策3つ【作る責任使う責任】
会社でSDGsに取り組むことになったのはいいけれど、一体具体的に何から手を付けてよいのやら、、、
会社の活動から排出されるプラスチックを、自社が使用する資材や消費財、ノベルティなのに商品化したいのだけど、どうしたらいいのか皆目見当...
プラスチックリサイクルの相談やマーケティング、調査にご利用ください
このような方にご利用いただいております
✅ 企業の経営企画部のご担当者・・・資源循環システムの調査を依頼されたがWeb上に情報がない
✅ コンサルティングファームご担当者・・・クライアントからリサイクルの調査を依頼されたがノウハウが...
引張試験・曲げ弾性率ほか 物性測定・物性試験サービス
材料の研究開発を行っていると、安価な物性測定サービスがあればと思うことはありませんか?
複数パターンの配合をテストして、それぞれの物性測定の結果を見ながら方向性を見出したいですね。
でも、物性の測定を自社でできない場合、...

委託加工 プラスチック及び粉砕品を再生ペレットにしてお返しします
工場の生産工程で発生する端材を、自社でもう一度原料として使えればコストダウンできるのになあ、、、
でも、設備もないし、人の余裕もないしなあ、、、
どこかでウチの廃材を再生ペレットに加工してくれるところないかなあ、、、
...
リサイクル樹脂製品販売

プラ敷板 高耐荷重 |凸凹地面を平らに!
凸凹地面を平に! 建設現場で 駐車場で 農地で
樹脂製敷板の老舗メーカーが製造する信頼の敷板
プラスチック敷板の耐荷重(どんなに重い車両でも使用できます)
包装用のフィルムに使用されていた再生ポリエチレンを使用してい...

環境に優しいゴミ袋 販売中 再生樹脂ペレットを100%使用
環境に優しいゴミ袋 再生樹脂ペレット100%使用
100%再生樹脂ペレット(L-LDPE)を使用したゴミ袋を販売しています。
1.基材料が梱包資材でストレッチフィルムをリサイクル、再生して製造しています。
2.ストレッチフィルムが材料なの...
押出機関連機器
情報一覧 ※写真をクリックするとページ内にジャンプ
一軸押出機
二軸押出機
破砕機・粉砕機
中古押出機販売情報
レーザーフィルター
自動化・省力化設備...
押出機関連機器
情報一覧 ※写真をクリックするとページ内にジャンプ
一軸押出機

プラスチックパレット販売【衝撃価格】再生材100%使用
プラスチックパレット販売 衝撃価格!再生材100%!
弊社は、「美しい地球を子供たちに」を理念として掲げて経営しているため、ご紹介するパレットはリサイクルパレットのみです。バージン原料を使用したパレットは販売しておりませんので、予めご了解...
ストレッチフィルム販売 回収サービス付 廃棄物コスト削減
ストレッチフィルムはポリエチレンの一種であるL-LDPEから製造され、通常のLDPEに比べて「伸び」に抜群に強く、破れにくい特性を持っている梱包資材です。
この特性を活かして、使い方として、梱包用、荷崩れ防止など、物流用途に多く利用さ...

再生樹脂ペレット販売
弊社が長年構築してきたリサイクル業界でのネットワークを使い、ユーザーのニーズに合ったリサイクル材料をご提案させていただきます。リサイクル材料ですので、問題がまったくないわけではありません。しかし、トラブルが発生した場合、自社のスクラップ...

再生樹脂の用途をお知らせください ⇒ 最適の材料をご提案します
再生樹脂の用途をお知らせいただければ、早くご提案ができます
弊社にはよく、「再生プラスチックのペレットありませんか?」というお問い合わせがきます。
しかしながら、「ペレットある?」としか言わない方も意外と多いのです。
その時に、弊社として...
洗浄粉砕 委託加工で汚れ除去し付加価値アップ【ペットボトルなど】
スクラップの汚れが原因で、輸出に向けていたスクラップが売れなくなった
国内に売るには汚れを落とさないと売れないけど、設備もないし、人の余裕もないしなあ、、、
どこかでウチの廃材を粉砕洗浄して汚れを除去してくれるところないかなあ、、、...
マスターバッチ カーボン40% 【格安の180円/kg】
マスターバッチ カーボン40%リサイクル用途向け
マスターバッチとは、着色剤や高濃度顔料が練り込まれているペレット状の着色材です。
主に、リサイクル原料を再生ペレットを黒に染めるカーボン入りのマスターバッチです。
〇 主にリサイ...

再生樹脂ペレット販売 再生プラスチック原料の価格問合せ
▶︎再生樹脂ペレット販売とは
▶︎再生ペレット一覧
▶︎販売の流れ
FENの再生樹脂ペレット販売
弊社が長年構築してきた、プラスチックリサイクル業界でのネットワークを使い、ユーザーのニーズに合った再生樹脂ペレットをご提案致し...
再生ペレット販売(樹脂別)

再生LDPE NT ペレット【再生樹脂ペレット】
LDPE NT再生品です。インジェクションのLDPEです。
LDPE NT ペレット比重 ーMFR 10g/10min曲げ弾性率 ー MPa衝撃強度 ー KJ/㎡月間供給 5t/月
SHI-L...

LLDPE NT再生ペレットYM【再生樹脂ペレット販売】
<LLDPE NT再生ペレット 販売情報>
LLDPE NT 再生ペレット フィルムグレード
供給可能数量 15~30トン/月
基材料(スクラップ)はフィルムになります。
<その他の再生樹脂ペレット販売情報...
-320x180.jpg)
LDPE再生ペレット【再生樹脂ペレット販売】
<LDPE再生ペレット NT 販売情報>
LDPE NT 再生ペレット フィルムグレード
MFR 3.8g/10min
比重 0.92
衝撃強度 Charpy 39.632kJ/㎡
曲げ強度 33MPa
曲げ弾...

再生LLDPE NT ペレット(ストレッチ再生)
回収したストレッチフィルムから再生したLLDPEの再生ペレットです。
150メッシュのフィルター使用しており、インフレ向けの使用に問題ありません。
LDPE NT ペレット
比重 0.94
MFR ...
 pellet-320x180.jpg)
PE/PA 再生ペレット【再生樹脂ペレット販売】
PE/PA複合ペレット
パッケージフィルムなどを再生加工した複合ペレットです。
弊社は複合フィルムのリサイクルに専門で取り組んでおり、様々な複合ペレットを製造しています。
そのなかでPE/PAの複合ペレットはメインアイテムの一...

HDPE雑色再生ペレットYM【再生樹脂ペレット販売】
<HDPE雑色再生ペレット 販売情報>
HDPE 再生雑色 ペレット フィルムグレード
MFR 0.06g/10mints
比重 0.94
供給可能数量 15~30トン/月...
HDPE白再生ペレット【再生樹脂ペレット販売】
<HDPE再生ペレット 白 販売情報>
HDPE 再生白ペレット シートグレード
MFR 4.2g/10mints
比重 0.95
曲げ弾性率 1489MPa
シャルピー 3...

再生樹脂ペレット 再生HDPE 黒 パイプ用
<再生樹脂ペレット 販売情報>Selling information for HDPE recycling pellet for PIPE
HDPE 再生黒ペレット パイプ用 HDPE black color reopro pell...
HIPS白再生ペレット【再生樹脂ペレット販売】
<HIPS再生ペレット 白 販売情報>
HIPS 再生白ペレット シートグレード
供給可能数量 15トン/月
HIPSの雑色のグレードもありますが、在庫少ないので確認が必要です。基材料(スクラップ)は食品容器になります。
...

PP/PE PE60%前後PAおよびPET 含
<再生樹脂ペレット 販売情報>Selling information for PE/PA recycling pellet
PP/PE複合 再生ペレット(PA とPET含む黒) PP/PE mix color reopro pe...

再生PP NTペレット【再生樹脂ペレット販売】
PP NTランダムの透明再生ペレットです。
医療用の注射器の成型ロスが基材料となっています。
PP NT ペレット(ランダムタイプ)
比重
MFR 30g/10min
曲げ弾性率 MPa
衝撃強度 K...

再生樹脂ペレット販売 PP OPP印刷フィルム再生(JPP)
PP雑色 OPP印刷フィルムの再生ペレット
比重 0.97
MFR 5~7g/10min
曲げ弾性率 900~1000MPa
衝撃強度 5.0KJ/㎡前後
<その他の再生樹脂ペ...

PP黒 再生ペレット【再生樹脂ペレット販売】
PP原料のパレット用再生原料です。PPシート粉砕品、ハンガー粉砕品などを配合してコンパウンドしたものです。MIを5前後に調整してあります。
PP黒 ペレット比重 MFR 5g/1...
再生樹脂ペレット販売 PP パレット向け(TSP)
PP黒 ペレット※写真は雑色ですが、成型すると単一の黒になります
比重 0.96
MFR 15.6g/10min
曲げ弾性率 1225MPa
衝撃強度 6.0KJ/㎡
<その他...

再生PP黒ペレット パレット向けその2
PP 黒の再生ペレットです。
主にパレット用途になります。
ワンウェイパレット向けにもOK。
シート、成型品粉砕、ハンガー粉砕品などを配合して
コンパウンドしてあります。MIは10前後。
PP NT ペレット(ランダム...

PP 黒再生ペレット パレット用(SE-PPB)
PP 黒再生ペレット 射出成型用
PP recycled granules for injection product
MFR 4.01g/10mints
比重g...
再生樹脂ペレット 価格・相場(PP,PE,PSほか)
再生ペレット価格一覧
プラスチック原料価格(再生)をお知らせします
全国のリサイクル工場をネットワークし、あらゆる種類のリサイクルペレットを扱っています。
ご要望の再生樹脂ペレットがありましたら、まずはお問い合わせください。ま...
再生ペレット販売(用途別)
再生PP樹脂ペレット販売 パレット向け
パレット向けの6種類のPP再生ペレットをご案内
PP原料のパレット用再生原料です。
今国内のパレット(特に輸出用)はあまり販売が伸びていないと聞いています。
その流れでしょうか。ややPPの原料が余り気味のようですね。
弊社に...
買取サービス一覧

発泡スチロール インゴット買取価格【相場公開】
発泡スチロールのインゴット、販売している価格は適正なのかなあ、、、
もう少し高く売れないかな、、、
今の買取先があるので、他の先に売りはしないけど、価格だけでも知りたい、、、
※上記の買取価格は弊社指定倉庫への持ち込み価格にな...

塩ビ 異型押出成型品 買い取りしました
配電盤の配線などに使用する塩ビ成型品の買い取り依頼がありました。製品の商社さんの倉庫で台風の雨により浸水してしまったとのこと。この製品が4トン車二台分あり、廃棄すると大変な費用になるため、有価で買い取りをしてくれる先を探したようです。
こ...

ラミネートフィルムリサイクル ラミフィルム有価買取
▶︎なぜラミフィルムがリサイクルできるのか
▶︎買取対象のラミフィルム
▶︎ラミフィルム買取の流れ
ラミフィルム(複合フィルム)のリサイクル
FENは平成17年から一貫して...

廃プラスチックの有価買取 全国対応 価格を知るにはここから
排出されているプラスチックスクラップを有価で引き取りしていくれる条件が以前より厳しくなっていませんか?
以前とは違う条件を提示されてお困りの方も多いと思います。
以下のようなお悩みなら、まずは一度ご相談く...
ストレッチフィルム リサイクル有価買取
こんなお悩みございませんか?
✅ 最近、ストレッチフィルムの回収を断られた
✅ 分別はしてあるけど、量がすくないのでどうしたらいいのか、、、
✅ ルート回収してくれる先はないかなあ
✅ 圧縮機もないので保管場...

パレット リユースで引き取る条件5つのポイント
不要になったパレットをリユースで高額売却
使用しているパレットや、海外からの輸入パレットが不要になった場合、サイズや規格が同一であればリユースで売却することが可能かもしれません。
一般的に、材料としてのリサイクルよりも評価は高く、高額で...
プラスチックパレット買取します! 【無償回収・処分・廃棄 一部地域対応】
廃プラパレットの処分にお困りではありませんか?
以前はプラスチックパレットは有価で引き取りされていましたが、最近はかなり引き取りを断られるケースが出てきています。
破損したパレットや容リ材を使用したパレット、海外からのリサイクルパレ...
㈱ファー・イースト・ネットワーク会社概要|プラスチックリサイクル
▶︎代表者経歴
▶︎代表挨拶
▶︎経営理念
▶︎事業概要
会社名
株式会社ファー・イースト・ネットワーク
代表取締役
村井健児
監査役
公認会計士 笠倉健司
所在地
〒160-000...

「従業員とその家族のための物心両面の幸福を追求し、自立した人生の場を提供する」経営理念
2004年に独立をしてから、仕事が本当に楽しくなりました。それまで仕事には責任感を持って当たり、ポジティブにやっているつもりでしたが、サラリーマンの立場の仕事というのはどこかしらストレスがあるものです。
独立してから、自分のやりたいことで...

「環境事業を通じた、他社にはできない顧客への貢献」経営理念
2004年に廃プラを輸出する事業で独立を果たしました。
その時に行っていたビジネスは確かにプラスチックリサイクルでした。
日本国内の工場から発生するプラスチックのスクラップを買取り、それをコンテナに詰め込んで、香港経由で中国に輸出するの...

「地球環境への真の意味での貢献と改善」経営理念
「地球環境を改善したい」
「美しい地球を子供達に」
このような気持ちになったのは、二つ理由がありました。
一つは両親の影響があったと思います。
両親ともに、自然を大事にする考え方をもっており、レジャーや旅行は自然豊かな海、山、川など...

創業の想い|美しい地球を子供たちに
>>>会社概要に戻る
なぜ環境ビジネスをするのか
両親の影響
今、環境ビジネスを通じて会社を経営していますが、私は何故環境ビジネスをしているのかについて
お話させていただきます。
サラリーマンから独立...
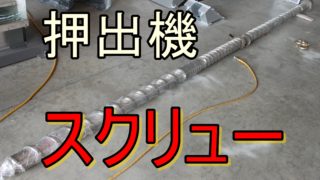
押出機のスクリュー材質
スクリューの材質は樹脂に合った素材を選定します。
樹脂がスクリューの表面を滞留することなく、滑らかに流れるような、鏡面を持つ鋼材を選定することが大事になります。
以下で、様々な鋼材や表面処理の方法につ...

廃プラスチック・ラミフィルム・発泡スチロール など樹脂買取
弊社が培ってきたネットワークで貴社のプラスチックを買取致します。弊社ネットワークは主に国内リサイクルとなります。貴社が再度貴社製品に利用する循環型のシステムのご提案もしております
廃プラスチックの有価買取
...

二軸押出機 フィラーの高混練やリサイクル素材の練り込みに
✅ 木粉、炭カル、タルク、紙粉など、フィラーを多く練り込みたい
✅ リサイクル素材をより多く均一に分散させたい
✅ リサイクルでスクラップに含まれる異物、異樹脂を練り込みたい
✅ 樹脂の着色やコンパウンド用の機械の入れ替え
...

二軸押出機 オプションパーツ一覧
台湾製の二軸押出機のオプションの紹介ページです。本体の情報についてはこちらを御覧ください。
オプション一覧
ペレタイザー
ホットカット式/ストランド式/水中カット式/空冷式
PLC コントロールパネル
PSE 各種...

スクリーンチェンジャーとは
スクリーンチェンジャーとは
スクリーンチェンジャーはプラスチックスクラップを溶かしてから金網でろ過して異物を除去する装置のことです。これにより製品となるペレットには異物が混ざらず、成型加工をするエンドユーザーが安心して...

スクリーンチェンジャー 格安の消耗品コスト 連続式で無人化実現
フィルターの交換作業が完全自動化できたらよいと思いませんか?
異物の多い樹脂のリサイクルでスクリーン交換するのは、本当に骨が折れる作業ですよね。
どんなに(異物が多いため)スクラップが安くても、スクリーンフィルターの交換に人が張り付...

レーザーフィルター バンパー塗装除去の事例
レーザーフィルター 塗装付きバンパーのリサイクル
FIMICのレーザーフィルターは塗装付きバンパーのリサイクルに効果を発揮します。
バンパー粉砕品に付着した塗料、砂、ほこりなどをフィルターで連続的に取り除きます。
FIMICフ...

ストランドを切らさないスクリーンチェンジャー
ストランドを切らないでスクリーン交換できるスクリーンチェンジャー
ストランド方式では、フィルターを交換するとストランドが切れてしまいます。すると、もう1回引き直しになります。皆さんご存知のように、ストランドというのは面倒くさい作業で、...

【公式ページ】レーザーフィルターの仕組み FIMIC(イタリア)
レーザーフィルターとは
レーザーフィルターとは、レーザーで穴開け加工を施した鋼材をフィルターとして使用しています。この表面上に溜まった異物(コンタミ)をブレード(刃)が回転しながら回収し、排出します。
この回収と排出を自動的、連続的...

レーザーフィルター BグレードLDPEをゴミ袋に
レーザーフィルターでBグレードフィルムをリサイクル
従来は中国がこのBグレードフィルムを輸入して、分別・洗浄を行ってマテリアルリサイクルしていました。
しかし、2017年11月から始まった輸入規制により、このBグレードフィルムは行き...

レーザーフィルターろ過面積の違いが生み出す他社との違い5つとは?
※解説動画はこのページの一番下にあります
イタリアのFIMIC社のレーザーフィルターは他社と多くの違いを有していますが、そのの差がいったいどこから来るのか、どのような差が生まれるのかについて解説します。
違いを生み出す違い:...
レーザーフィルターの排出方式 バルブ方式とは?
※動画による解説はこのページの一番したにあります
今大反響をいただいている異物を無人で、かつ連続的に除去するイタリアのFIMIC社製レーザーフィルターについてご説明をさせていただきます。
このページではメインとして、FI...
押出機 異物|FIMIC【動画】
連続式スクリーンチェンジャー ストレッチフィルム
レーザーフィルター ストレッチフィルムのリサイクル
FIMICのレーザーフィルター(連続式スクリーンチェンジャー)はストレッチフィルムのリサイクルに効果を発揮します。
ストレッチフィルムに付着した紙、砂、ダストをフィルターで連続...

スクリーンチェンジャー比較 【4つのタイプを比較解説】
スクリーンチェンジャーの4種類のタイプ
1)古典的なプレートタイプ2)デュアルピストンスクリーンチェンジャー3)バックフラッシュシステム(異物が少し混ざっているとき 0.3%以下)4)レーザーフィルター(異物が多いスクラップを加工する...

メルトフィルター FIMICとPOLYSTAR押出機のコンビネーション
市場回収の低グレードスクラップから再生ペレット
最強コンビ:POLYSTAR押出機+FIMICレーザーフィルター
市場回収のスクラップを再生加工する際、最も大きな問題は人件費をかけずに、いかに自動で異物を除去するかとい...
レーザーフィルターのメンテナンスコスト
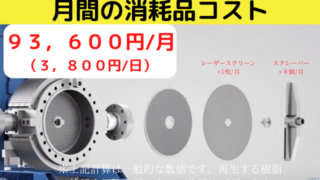
レーザーフィルターの1ヶ月の消耗品コスト
レーザースクリーンは1か月に1枚使用、ブレードは1か月8枚使用します。
レーザースクリーン 1枚 150メッシュ相当 EUR800/枚
ブレード 8セット EUR11...

押出機で異物を除去して高品質ペレットに再生する方法とは?
押出機 異物をレーザーフィルターで除去すると、、、
FIMICのレーザーフィルターは、質の低いスクラップから高品質の再生ペレットを製造できます。
市場回収品の質の低いスクラップを細かいスクリーンで異物を除去して付加価値の高いペレ...

相談事例

発泡PEのリサイクルご相談いただきました
発泡PEの再生ペレット化についてご相談をいただきました。今まで自社で溶融していましたが、中国向けの輸出が止まり引き取り価格が大きく下落したそうです。
そのなかで、人件費と電気代を使って減容しても価値が生まれないために、再生ペレットを製...
食品工場のプラスチックリサイクル【商社からの相談事例】
弊社へのお問合せで、食品工場で材料を入れいているPEフィルムについてリサイクルしたいという問い合わせがありました。
問い合わせは食品工場に食品フィルムを販売している商社からです。
お取引から食品フィルムのリサイクルも求められるようになっ...
POLYSTARとは? 押出機 8機種をご紹介(リサイクル機械)
※↑POLYSTAR社が台湾エクセレンス賞2022受賞!詳しい記事はこちら
POLYSTAR 押出機 8機種のご紹介
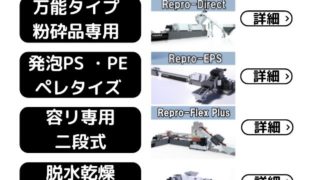
リサイクルの様々な目的、シチュエーションに応じて、以下の機種を揃えております。
写真をクリックするとそれぞれの機...

POLYSTAR社 台湾の押出機トップブランドご紹介
POLYSTARとは?
プラスチックリサイクル専用機械の製造メーカー
プラスチックリサイクルの専用 機械の納入実績多数
台湾製押出機(ルーダー)のトップブランドのPOLYSTARは、全世界にプラスチックリサイクル専用機械(押出機...
押出機 POLYSTARを選ぶ3つのメリット
なぜPOLYSTARを選ぶと皆様がメリットを享受でき、事業を有効に発展させることができるのかということについてご説明をさせていただきます。
POLYSTAR社紹介
POLYSTAR社の工場は15000㎡ある大きな工場で供...
Repro-Flex フィルム用押出機 POLYSTAR 【動画解説付】
POLYSTARの代表機種 Repro-Flexとは
フィルム専用用途のプラチック再生用のPOLYSTARの押出機(ルーダー)です。
フィルムをモータで回転して加熱させながら粉砕するカッターコンパクターと呼ばれる粉砕ユニットと押出ユ...

Repro-Direct POLYSTAR押出機 汎用型【動画解説付】
▶︎押出機 万能タイプRepro-Directとは▶︎押出機の概要
造粒機 万能タイプ Repro-Direct
粉砕品をペレタイズする最もスタンダードな造粒機
主に、硬質プラスチックの粉砕品などを再生ペレット...

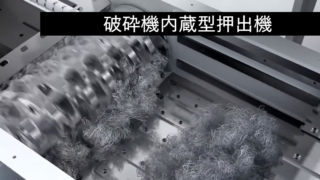
Repro-One POLYSTAR押出機 粉砕機内蔵型 【動画解説付】
粉砕機内蔵型押出機 Repro-One

Repro-EPS POLYSTAR押出機 発泡スチロールを直接ペレタイズ【動画あり】
発泡スチロールをそのままペレタイズできる待望の機種!
Repro-EPS
きれいではない発泡スチロールが集まっているのでペレットにできないかなあ、、、インゴットでなくペレットにすればもっと付加価値がつくんだけどなあ、...

Repro-PET POLYSTAR押出機 PET専用
POLYSTARからついに待望のPET専用押出機がリリースされました!
PET樹脂の特性に合わせてカスタマイズしたPET専用の仕様になります。
✅ カッターコンパクターで事前に昇温することで水分を除去(加水分解対策)
✅ ...
Repro-Flex Plus POLYSTAR押出機 二段式
抜群の脱ガス性能リサイクルが難しい材料は二段式のRepro-Flex Plusで!
Repro-Flex Plus(二段式押出機)が解決できることとは?
水濡れスクラップの加工に
異物が多いスクラップの加工に
サージングの解消に...

Repro-Air POLYSTAR押出機 小型 空冷式 省スペース 【動画解説付】
押出機 小型 空冷式構造で省スペース Ripro-Air
POLYSTARのルーダーがコスパ高い理由とは?【動画解説】
POLYSTAR社の押出機Repro-Flexというタイプに使われるカッターコンパクターについてお話をしてみたいと思います。
このカッターコンパクター、これがPOLYSTARの最大の特徴である省スペース、高効率に生産す...
カッターコンパクターを動画で徹底解説!
カッターコンパクターは、3台の機械の役割を一台で行うスーパーマシーンです。
従来システム ①粉砕機 ②ストックタンク ③フィーダー(供給機)
↓一台で全て行える!!
カッターコンパクター 粉砕・貯留・供給 →のみな...
押出機POLYSTAR Repro Flexパンフレット解説
※解説動画はページを一番下にスクロールした場所にあります
こちらは、POLYSTARの代表機種であるRipro-Flexのパンフレットの解説をこのページで行います。
このページ上で営業マンが訪問した時と同じようにパンフレ...

押出機POLYSTAR Repro-One パンフレット解説
※解説動画はこのページの一番下までスクロールした場所にございます
PORYSTAR 粉砕機内蔵タイプの押出機Repro-Oneについて、このページ上でパンフレットを解説させて頂きたいと思っております。
このページとページ...

POLYSTAR押出機Repro Directパンフレット解説
※解説動画はページ一番下にスクロールするとございます
POLYSTARが供給をしている押出機のなかで一番汎用性が高い、あるいは一番一般的なタイプの形の押出機であるRepro-Directについてパンフレットの解説をします。
...

Repro-Dry 洗浄したPEフィルムの脱水・乾燥
台湾のトップブランドPOLYSTARが脱水機を開発し、販売しました。
その超高効率、高機能を持つ脱水と乾燥を同時に行える機種についてご案内します。
脱水機についてお悩みではありませ...
押出機とは 構造と仕組み【パーツ別に徹底解説】
1.押出機とは
2.押出機の用途
3.押出機とダイス
4.押出機の呼称
5.押出機の種類
6.押出機の各設備
7.押出機の運転の省力化・自動化
8.押出機とペレット
9.押出機に関するトラブル
...
POLYSTARを選ぶ3つの理由【動画解説】
台湾のPOLYSTAR社にきております。
プラスチックのリサイクルの押出機の製造工場ということになります。
台湾では今一番伸びている押出機メーカーでして、年間ですね押出機で120台ぐらいを世界各国に販売しています。
それからイ...
POLYSTAR社押出機 Repro Flex標準仕様解説
このページでは、台湾のナンバーワンブランドであるPOLYSTAR社の押出機Repro-Flex、この機種の標準仕様について標準仕様についての解説をいたします。 動画版はこちらです。
Repro-FlexはPOLYSTAR社が生...

POLYSTAR 押出機 Repro-One 標準仕様を解説
POLYSTAR社が誇る破砕機粉砕機一体型の押出機Repro-Oneについて、その見積もりをだしたときの標準仕様の解説をこのページで行います。 動画バージョンもありますので、ご参考ください。
POLYSTAR社は1988年に創...

POLYSTAR 押出機 Repro-Direct 標準仕様の解説
台湾のナンバーワンブランドPOLYSTARの押出機の見積を皆さんにお送りした時の仕様書について解説をしていきたいと思います。ここではカスタマイズなしの標準仕様ということで解説します。
このページで解説をするのはPOLYSTAR...
POLYSTAR押出機 動画一覧 | リサイクル用ルーダー
動画でPOLYSTARをご覧ください
POLYSTARとは
プラスチック再生機 全機種動画
POLYSTAR紹介動画
フィルム専用再生機(3Dイメージ動画 Repro-Flex)
P...

POLYSTAR事例紹介

プラスチック リサイクル設備|廃プラスチック再生工場のPOLYSTAR押出機設置事例
廃プラスチック リサイクル設備のご紹介
関東の経験豊富なプラスチックのリサイクル工場が、POLYSTARのHNT-120Vを購入しました。
リサイクル設備として、すでにヨーロッパのEREMA社の機械を3台使ってリサイクル事業...

ペレタイザー LDPE事例 POLYSTAR
茨城県リサイクル業者に納品の事例紹介
今回、POLYSTARの機械のポテンシャルを感じて、スクリュー径150mmのRepro-Flex150を設置しました。用途は主にLDPEの透明フィルムの再生加工になります。
まずは動画をご覧...

発泡シートを押出機でペレット加工する 【動画】
発泡PEシートを押出機(ルーダー)で再生ペレットを製造
発泡シートを前処理なしでペレットに再生加工することが可能です。
発泡シートを効率的に生産できるには理由があります。
テーパードスクリューの採用です。
テーパードスク...
フィルム専用再生機(3Dイメージ動画 Repro-Flex)【動画】

不織布リサイクル PPヤーングレードに最適のルーダー 【動画】
FENがご提案できるリサイクルに関するソリューションはふたつです。
①PP不織布の有価買い取り
②PP不織布の再生ペレット加工用の押出機(ルーダー)
↓①有価買取先をお探しの方は有価買取のご案内をご覧ください
↓...

ストレッチフィルム再生加工【押出機動画】
OPPフィルムをリサイクル【動画】

ラミネートフィルムリサイクル【動画】

ストレッチフィルムリサイクル|押出機【動画】
POLYSTARのリサイクル用押出機(ルーダー)はストレッチフィルムの再生樹脂ペレット加工に大きな力を発揮します。動画を二つご紹介します。
↓POLYSTARの他の機種をご覧になりたい方はこちらから一覧に移動できま...

ポリスター新工場 建設中

ポリスターの押出機動画

スペアパーツはオンラインで発注できます

押出機 回転数をPOLYSTARの自動制御で省力化
押出機メインスクリューの回転数制御
POLYSTARは様々なシーンで、リサイクル工場の省力化を支援する装置をご用意しています。
こちらでは、主に回転数を自動制御することで省力化を実現しているパーツについてご紹介します。
...

ポリスターのYoutubeチャンネル登録者数1万人突破

Kフェア2013 (ドイツ展示会) の様子

押出機 バックフラッシュ | POLYSTAR【動画あり】
レーザーフィルターについての詳細情報
高品質ペレットを製造したい
人件費コストを削減したい
メンテナンスが気になる

アルミ蒸着フィルムのリサイクル スクラップ買取と押出機【動画】
アルミ蒸着フィルムリサイクル
アルミ蒸着フィルム、ラミネートフィルムなどの複合フィルムのリサイクルに取り組んできました。
ここでは、複合フィルムについて弊社が提供するソリューションを二つご紹介します。
①複合フィルムの買取
②複...

ポリスターが選ばれる理由 展示会出展【動画】
ポリスター 急成長するワールドサプライヤー
台湾の押出機メーカーであるポリスターは、プラスチックリサイクル専用の押出機の製造メーカーです。
海外の展示会に積極的に出展をして、世界中のリサイクラーにそのハイコストパフォーマンスを持つ押...
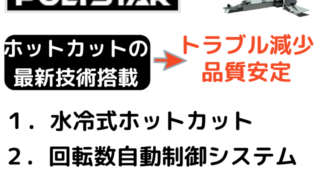
ホットカット POLYSTARが搭載の最新機能を解説!【動画解説付】
水冷式ホットカット 最新搭載技術を徹底解説!
1.水冷式ホットカット
POLYSTARのペレタイザーの標準装備(ストランドはオプションで選択可能です)は水冷式ホットカットシステムです。芯出しを容易にしたシステムです。
...

Taipeiplas2014 (台湾展示会) の様子

POLYSTAR押出機パーツ・オプション解説
イラストをクリックすると該当の説明箇所にジャンプします。
imageMapResize();
❶ニップローラー
ロール状態のスクラップをカットせずに、ローラーで巻き取...

ニップローラー フィルムスクラップの供給の自動化・省力化
ニップローラーとは
再生樹脂の原料となるロール(スクラップ)のフィルムをモータ駆動のニップローラーで巻き取りながら、自動制御で供給することができます。
フィルムロールの形状のスクラップであれば、ニップローラーの採用により完全自動...

脱水機 2%の高い乾燥率にもかかわらず500kg/hの処理能力【動画あり】
台湾のトップブランドPOLYSTARが脱水機を開発し、販売しました。
その超高効率、高機能を持つ脱水と乾燥を同時に行える機種についてご案内します。
脱水機についてお悩みではありませ...
定量供給機 パーツ解説シリーズ
定量供給機は、再生樹脂ペレットに練り込む、ペレット形状の
① カラーマスターバッチ:再生樹脂ペレットに色を着色するため
② タルクマスターバッチ:タルクや炭酸カルシウムを混ぜる場合
③ 添加剤マスターバッチ:再生樹...

金属探知機 パーツ解説シリーズ
ラインの中に、金属が入るとダメージを受ける箇所があります。
1)カッターコンパクター内部および回転刃:特に回転刃がダメージを受けます
2)押出機(ルーダー)内部:内部に傷がついて吐出が落ちたり、金属片が挟まりスクリューが動かなくなることが...

真空ポンプ パーツ解説シリーズ
再生樹脂の品質を見る際に、「発泡」していないかどうかはポイントのひとつになります。そのために、ベント口を設けてガス抜きをできるようにしています。(POLYSTARの標準装備はベントが二つある2ベントシステム)
スクラップが水も...

ベント口 ルーダーのパーツの解説シリーズ
ベント口(べんとこう)という場合もあります。ベントは再生樹脂を加工するルーダーの内部で発生したガスを抜くために、シリンダーに開けられた穴になります。
プラスチックの再生ペレットを製造するとき、スクラップはいつも乾いているとは限...

カッターコンパクター パーツ解説シリーズ
フィルム専用のプラスチックリサイクルのためのルーダー(押出機)、Repro-Flexは省エネ化、省力化、省スペース化を実現しています。
従来の再生ペレットの加工フローは、①粉砕機→②ストックタンク→③押出加工(ルーダー加工)、...

スクリューコンベア パーツの解説シリーズ
スクリューコンベア 押出機への供給用
主に汎用タイプの押出機(ルーダー)に再生樹脂の原料となるスクラップをルーダー(押出機)のホッパーに供給をするためのスクリュー式のコンベアです。
スクリューコンベアで供給を自動制御
ホッパーへ自...

ベルトコンベア パーツ解説シリーズ
再生樹脂の原料となるスクラップをカッターコンパクターに供給をするためのベルトコンベアです。
カッターコンパクター内の負荷に応じて自動制御されます。負荷が低いときはコンベアが動いてフィルムを供給します。逆に、負荷が低いときはコン...

Arabplas2014 (ドバイ展示会) の様子

プラスチック押出機|POLYSTAR【動画】
下にスクロールすると動画解説があります。

NPE2015 (アメリカ展示会) の様子

Taipeiplas2016 (台湾展示会) の様子

Kフェア2016 (ドイツ展示会) の様子

Plastpol2017 (ポーランド展示会) の様子
押出機 二段式 Repro-Print(ルーダー)【動画】
台湾の押し出し機メーカーPOLYSTARは様々なフィルムリサイクル専用ルーダーを供給しています。
そのなかで、発泡しやすい印刷フィルム専用の二段式のルーダーのご紹介です。

押出機 リサイクル専門 台湾POLYSTAR社 8機種
押出機リサイクル専門 台湾POLYSTAR社 4950台以上の実績 ※2022年6月時点
リサイクル専用押出機の台湾トップブランドのPOLYSTARは、全世界にプラスチックリサイクル専用の押出機を供給しています。
台...

フィルム専用再生機(Repro-Flex)【動画】

押出機 アフターサービス・メンテンナンス
お客様に安心してプラスチックリサイクル機をご使用いただけるよう、専門チームによるアフターサービスを行っています。
サービスの拠点は、神奈川、大阪、広島、鹿児島にあり、専用工具を搭載したサービスカーで、アフターサービスに伺う他、各地域の...

押出機(フィルム専用)Repro-Flex POLYSTARブランドの代表機種
押出機(フィルム専用)Repro-Flex POLYSTARブランドの代表機種

ペレタイザー メーカー別の価格帯一覧
POLYSTAR社 ペレタイザー

株式会社 ファー・イースト・ネットワーク
当社は2005年からリサイクル事業に一貫して取り組んでまいりました。廃プラスチックの買取、再生ペレットの販売、再生ペレット委託加工の事業を行っています。プラスチックリサイクル市場を熟知した上で、プラスチックをリサイクルするための機器販売...

-120x68.jpg)


































コメント